Acest articol detaliază pinionul morii cu bile, o componentă centrală a transmisiei care se angrenează cu angrenajul pivotant pentru a acționa cilindrul, necesitând rezistență, precizie, tenacitate și rezistență la uzură ridicate, 20CrMnTi fiind un material comun. Acesta prezintă procesul de fabricație pentru pinioanele 20CrMnTi, inclusiv forjarea brută, prelucrarea brută/semifinisarea (strunjire, frezare), tratamentul termic de carburare, prelucrarea de precizie (rectificarea dinților, rectificarea datelor de referință) și asamblarea. În plus, specifică proceduri complete de inspecție care acoperă materiile prime (compoziție, calitatea forjării), tratamentul termic (duritate, strat carburat), precizia dinților (abaterea pasului, bătaia de bătaie) și testele finale (calitatea suprafeței, performanța de angrenare, echilibrul dinamic). Acestea asigură că pinionul îndeplinește cerințele de eficiență a transmisiei (≥95%) și de durată de viață (2-3 ani), susținând o funcționare stabilă a morii cu bile.
Introducere detaliată, procesul de fabricație și procesul de inspecție a pinioanelor morii cu bile
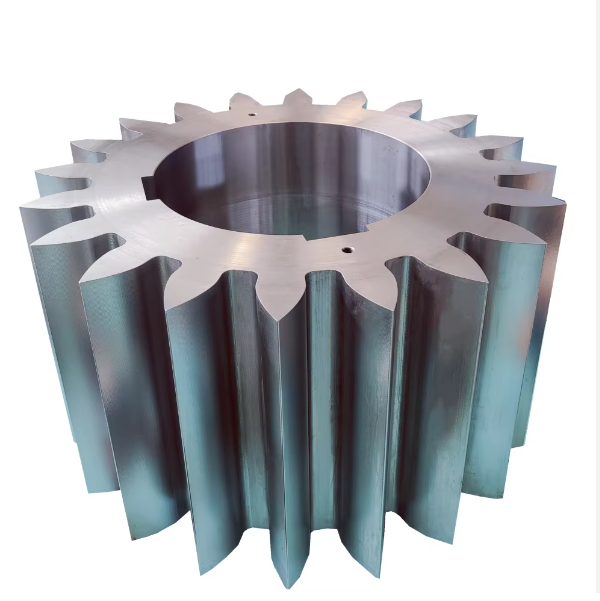
I. Funcții și caracteristici structurale ale pinioanelor morii cu bile
Pinionul morii cu bile este o componentă esențială a sistemului de transmisie. Acesta se angrenează cu roata dințată (fixată pe cilindru) pentru a transmite puterea de la motor la cilindru prin intermediul reductorului, acționând cilindrul să se rotească (de obicei la 15-30 r/min). Fiind o roată dințată de mare viteză (care se rotește mai repede decât roata dințată), aceasta suportă direct impacturi de angrenare și cuplu, necesitând astfel următoarele proprietăți:
Rezistență ridicatăCapabil să reziste la cupluri de la zeci de mii la sute de mii de N·m, cu duritate ridicată a suprafeței dintelui (≥55HRC) pentru a rezista la uzură;
Precizie ridicatăEroare minimă a profilului dintelui (≤Gradul 6 conform GB/T 10095) pentru a asigura o angrenare lină cu angrenajul pivotant, reducând vibrațiile și zgomotul;
Rezistență bunăNucleul dintelui trebuie să aibă o tenacitate moderată (duritate 25-35HRC) pentru a evita fracturarea indusă de impact;
Rezistență la uzurăSuprafața dintelui necesită un tratament de întărire (de exemplu, carburare, călire) pentru a prelungi durata de viață (de obicei ≥10.000 de ore).
Din punct de vedere structural, este în mare parte o angrenaj cilindric drept sau elicoidalDinții drepți sunt obișnuiți în morile cu bile mici și mijlocii (mai simplu de prelucrat), în timp ce dinții elicoidali sunt preferați în morile mari (angrenare mai netedă și capacitate de încărcare mai mare). Modulul variază de obicei între 8-30 mm, cu 15-30 de dinți.
II. Procesul de fabricație a pinioanelor morii cu bile (luând ca exemplu angrenaje carburate 20CrMnTi)
20CrMnTi este un material comun pentru pinioane datorită performanței sale excelente de carburare (grosime a carcasei 1,5-3 mm). Procesul său de fabricație este următorul:
1. Forjare brută
Materii primeSe selectează oțel rotund 20CrMnTi cu grosimea de φ100-300 mm, a cărui compoziție este verificată prin analiză spectrală (C 0,17-0,23%, Cr 1,0-1,3%, Mn 0,8-1,1%);
ForjareÎncălziți la 1100-1150℃, apoi forjați în matriță pentru a obține semifabricate din roți dințate (cu o adaos de prelucrare de 5-8 mm). După forjare, normalizați (920℃×2h, răcire cu aer) pentru a rafina granulele și a reduce duritatea la 180-220HBW.
2. Prelucrare brută și semifinisare
Strunjire brutăStrungurile CNC prelucrează cercul exterior, fețele frontale și alezajul interior (gaura arborelui sau gaura butucului), lăsând o adaos de 3-5 mm;
Prelucrarea angrenajelorProfile de dinți tăiate grosier (modul 8-30 mm) folosind o mașină de frezat roți dințate, cu o adaos de 0,5-1 mm pentru cementare și rectificare;
Găurire și frezareSe prelucrează canale de pană și găuri pentru șuruburi (pentru angrenaje divizate) cu o toleranță de poziție de ±0,1 mm.
3. Carburare și tratament termic
CarburareCementare într-un cuptor de cementare tip groapă la 920-940℃ timp de 8-16 ore (ajustată în funcție de adâncimea carcasei), cu un conținut de carbon la suprafață de 0,8-1,2%;
Călire + revenire la temperatură joasăDupă cementare, se răcește la 850℃ și se călește în ulei (duritatea suprafeței dintelui 58-62HRC), apoi se revine la 180-200℃ timp de 2 ore pentru a reduce tensiunea și a stabiliza dimensiunile.
4. Prelucrare de finisare
Șlefuirea suprafeței dințilorRectificarea precisă a profilelor dinților folosind o mașină de rectificat cu roată melcată, asigurând o eroare cumulativă de pas ≤0,05 mm/100 mm, rugozitatea suprafeței dintelui Ra≤0,8 μm;
Măcinarea curmalelorRectificați alezajul interior (toleranța IT6) și fusul de rulment (ajustare cu interferență cu rulmenții, interferență 0,01-0,03 mm), cu o perpendicularitate a feței frontale ≤0,01 mm/100 mm;
HonireAscuțiți angrenajele de înaltă precizie (Ra ≤ 0,4 μm) pentru a reduce zgomotul de angrenare (≤ 85 dB).
5. Tratarea suprafeței și asamblarea
Suprafețele care nu sunt dinți sunt sablate pentru îndepărtarea ruginii, apoi acoperite cu vopsea antirugină (grosime ≥60μm);
Se efectuează fretarea cu arborele sau butucul (ajustare prin frecare) și se verifică bătaia radială după răcire (≤0,03 mm).
III. Procesul de inspecție a pinioanelor morii cu bile
Inspecția este conformă cu GB/T 10095 Precizia angrenajelor cilindrice în evolventă și JB/T 6396 Angrenaje mari și forjate pentru inele de angrenare, cu următorii pași cheie:
1. Inspecția materiilor prime și a pieselor forjate
Analiza spectrală verifică compoziția 20CrMnTi (conținut calificat de Cr și Mn);
Piesele forjate sunt supuse inspecției UT (calificate Gradul I), fără fisuri interne sau contracții; testele de tracțiune confirmă rezistența la tracțiune ≥1080MPa.
2. Inspecția tratamentului termic
Duritatea suprafeței dintelui: Măsurată cu un duritatemetru Rockwell (58-62HRC); duritatea miezului (3 mm sub suprafață) 25-35HRC;
Inspecția stratului carburat: Analiza metalografică măsoară adâncimea efectivă a carcasei (1,5-3 mm), cu un grad de martensită în stratul întărit ≤3.
3. Inspecția preciziei profilului dintelui
Teste ale centrului de măsurare a roților dințate: Abaterea pasului ≤±0,015 mm, eroarea direcției dinților ≤0,01 mm/100 mm, abaterea totală a profilului ≤0,02 mm;
Bătaia radială: Măsurată cu un aparat de verificare a bătăii roților dințate (≤0,03 mm pentru inelul dințat).
4. Inspecția finală a produselor finite
Calitatea suprafeței: inspecția prin tehnica termotehnică a suprafețelor dentare (fără fisuri sau coroziuni); filetul rădăcinii dintelui R≥1,5 mm (pentru a evita concentrarea stresului);
Test de angrenare: Angrenați cu o mostră de angrenaj rotativ și rulați în gol timp de 1 oră, fără zgomot anormal și puncte de contact (≥60% pe înălțimea dintelui, ≥70% pe lungimea dintelui);
Echilibru dinamic: Pentru viteze de rotație ≥300r/min, dezechilibru ≤20g·mm/kg.
Prin controlul strict al preciziei profilului dinților, al calității carburării și al toleranțelor de asamblare, pinioanele pot asigura o eficiență a transmisiei morii cu bile de ≥95% și o durată de viață de 2-3 ani (în funcție de condițiile de lucru).