Această lucrare oferă o prezentare generală detaliată a căptușelilor morilor cu bile, componente critice rezistente la uzură montate pe peretele interior al cilindrului și pe capacele de capăt. Aceste căptușeli protejează cilindrul și capacele de capăt de impactul mediului de măcinare și de abraziunea materialului, sporesc eficiența măcinării prin designuri specifice ale suprafeței și reduc aderența materialului. Acestea necesită o rezistență ridicată la uzură, o tenacitate adecvată și o performanță bună de montaj, cu materiale comune, inclusiv oțelul ZGMn13 cu conținut ridicat de mangan (tenacitate excelentă după călirea la apă), fonta cu conținut ridicat de crom (rezistență superioară la uzură) și compozitele bimetalice (echilibrând tenacitatea și rezistența la uzură).
Introducere detaliată, procesul de fabricație și procesul de inspecție a căptușelilor morilor cu bile
I. Funcții și caracteristici structurale ale căptușelilor morii cu bile
Căptușelile morii cu bile sunt componente rezistente la uzură instalate pe peretele interior al cilindrului și pe partea interioară a capacelor de capăt. Acestea intră în contact direct cu mediul de măcinare (bile de oțel, segmente de oțel) și materialele, servind ca o barieră de protecție pentru o funcționare eficientă a morii. Funcțiile lor principale includ: protejarea cilindrului și a capacelor de capăt împotriva impactului și uzurii prin intermediul mediilor de măcinare, îmbunătățirea eficienței măcinării prin forme speciale ale suprafeței (de exemplu, creșterea probabilității de contact dintre medii și materiale) și reducerea aderenței și acumulării materialului în interiorul cilindruluiPerformanța și durata de viață a căptușelilor afectează direct costul de întreținere și eficiența producției morilor cu bile.
Cerințe de performanță de bază:
Rezistență ridicată la uzurăRezistă la impacturi de înaltă frecvență ale bilelor de oțel (forță de impact de până la mii de N) și abraziune continuă a materialelor, necesitând o durată de viață ≥8.000 de ore;
Rezistență adecvatăEvitați fracturarea fragilă cauzată de impactul cu bile de oțel (rezistenta la impact ≥20J/cm²);
Potrivire bunăMontați un spațiu între peretele interior al cilindrului și ≤1 mm pentru a preveni uzura secundară cauzată de slăbire în timpul funcționării;
Ușurință de înlocuireGreutate moderată (≤50 kg per bucată, până la 100 kg pentru mori mari) pentru demontare și înlocuire regulată.
Caracteristici structurale și materiale:
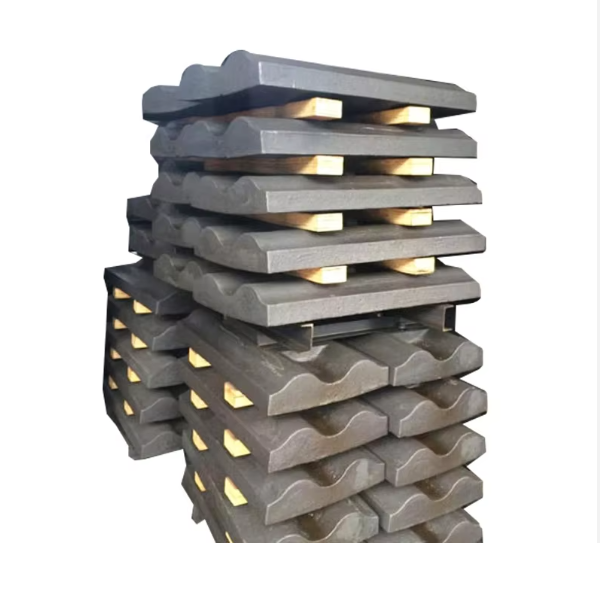
Tipuri structuraleClasificat după formă ca căptușeli plate (pentru secțiuni de șlefuire grosieră, cu suprafețe plane), căptușeli ondulate (creșterea înălțimii de ridicare a suportului, potrivită pentru secțiuni de măcinare fină) și căptușeli în trepte (reduce alunecarea mediului, utilizat în mod obișnuit în morile de tip grilă). Clasificat după poziția de instalare ca cămăși de cilindru şi căptușeli de capăt (căptușelile capacelor de capăt au în mare parte formă de evantai pentru a se potrivi curburii capacului de capăt).
Materiale mainstream:
Oțel cu conținut ridicat de mangan (ZGMn13)Cel mai frecvent utilizat. După călirea în apă, are o tenacitate excelentă (tenacitate la impact ≥150J/cm²), iar suprafața sa se întărește la impact (duritate de până la 300-400HBW), potrivit pentru condiții de lucru cu rocă dură și bile mari de oțel;
Fontă cu conținut ridicat de crom (KmTBCr20Mo)De 2-3 ori mai rezistent la uzură decât oțelul cu conținut ridicat de mangan (duritate ≥58HRC), dar cu o tenacitate mai mică (tenacitate la impact 10-20J/cm²), potrivit pentru condiții de măcinare fină, cu impact redus (de exemplu, mori de ciment);
Căptușeli compozite bimetaliceBază din oțel carbon (asigurând rezistență) cu suprafață de lucru din fontă cu conținut ridicat de crom (sporind rezistența la uzură), combinând avantajele ambelor materiale, potrivită pentru condiții de lucru complexe.
II. Procesul de fabricație a căptușelilor morilor cu bile (luând ca exemplu căptușeli din oțel cu conținut ridicat de mangan ZGMn13)
1. Selecția și topirea materiilor prime
Controlul compoziției chimiceProporționat strict conform standardelor ZGMn13 (C 1,0-1,4%, Mn 11-14%, Si ≤0,8%, P ≤0,07%, S ≤0,05%), cu un raport Mn/C ≥10 (pentru a asigura efectul de întărire la apă);
Procesul de topire:
Se topește într-un cuptor cu inducție de frecvență intermediară, se încălzește la 1500-1550 ℃ și se menține timp de 30 de minute pentru a omogeniza compoziția;
Dezoxidare: Adăugați ferosiliciu (0,5%) și lingouri de aluminiu (0,1%) pentru a elimina oxigenul și a evita defectele la găurile de gaz;
Controlați temperatura de tasare la 1450-1480 ℃ pentru a preveni îngroșarea boabelor.
2. Formarea prin turnare (proces cheie)
Proiectarea matrițeiSe utilizează matrițe din nisip de rășină (suprafața acoperită cu vopsea pulbere de zirconiu, grosime ≥1 mm), cu dimensiunea cavității matriței cu 3-5% mai mare decât cea a produselor finite (cu rezerva contracției) și cu coloane verticale rezonabile (rata de alimentare ≥15%);
Procesul de turnare:
Temperatura de turnare 1380-1420℃, folosind turnarea de jos (pentru a evita antrenarea zgurii), cu timpul de turnare controlat la 30-60 de secunde per bucată;
Pentru căptușeli mari (greutate individuală ≥50 kg), utilizați un sistem de turnare în trepte pentru a asigura umplerea stabilă a metalului topit;
Scuturare și curățareDupă ce turnarea se răcește sub 200℃, se scutură, se îndepărtează coloanele verticale (folosind tăierea cu gaz, lăsând 10 mm de corp pentru șlefuirea ulterioară).
3. Tratament de călire cu apă (proces de bază pentru oțel cu conținut ridicat de mangan)
Încălzire: Încălziți lent piesa turnată la 1050-1100℃ (viteză de încălzire ≤100℃/h), mențineți timp de 2-4 ore (în funcție de grosime, 1 oră la 25 mm), asigurând dizolvarea completă a carburilor în austenită;
Călire în apă: Scufundați rapid piesa turnată în apă (temperatura apei ≤30℃) cu o rată de răcire ≥50℃/s până când temperatura miezului scade sub 200℃, inhibând precipitarea carburilor;
Inspecție: Duritatea după călirea în apă ≤230HBW, structura metalografică este austenită simplă (fără carburi reticulate).
4. Prelucrare mecanică
Prelucrare brutăFrezați spatele căptușelii (suprafața de potrivire cu cilindrul) până la o planitate ≤1 mm/m, lăsând o adaos de finisare de 1 mm;
Prelucrare de finisare:
Se șlefuiește suprafața de montare până la o rugozitate Ra ≤6,3 μm, asigurând o suprafață de contact ≥80% cu cilindrul;
Găurire: Găuri pentru șuruburi de fixare cu mașina (diafragmă φ20-φ30 mm) cu o abatere de poziție ±0,5 mm și perpendicularitate a găurii ≤0,1 mm/100 mm;
Teşire: Rotunjirea tuturor muchiilor la R≥3 mm pentru a evita concentrarea tensiunii.
5. Tratarea suprafeței și marcarea
Curățare: Sablați suprafața de lucru (rugozitatea Ra12.5μm) pentru a îndepărta depunerile de oxid;
Marcare: Ștampilați suprafețele neutilizabile cu materialul (ZGMn13), numărul lotului, greutatea și data fabricației;
Prevenirea ruginii: Acoperiți suprafețele neutilizabile cu vopsea antirugină (grosime ≥40 μm) și astupați găurile șuruburilor cu dopuri de cauciuc.
III. Procesul de inspecție a căptușelilor morilor cu bile
1. Inspecția materiilor prime și a topirii
Analiză chimică pre-cuptor: Analiză spectrală pentru detectarea conținuturilor de C și Mn (asigurând raportul Mn/C ≥10), cu conținuturi de P și S ≤limite superioare standard;
Înregistrări de topire: Verificați temperatura de topire și adăugarea de dezoxidantului pentru a asigura conformitatea cu cerințele procesului.
2. Inspecția calității pieselor turnate
Inspecție vizuală: Fără fisuri, găuri de contracție sau erori de rulare, cu o adâncime de închidere la rece ≤1 mm;
Inspecție dimensională: Măsurați abaterea lungimii și lățimii (±2 mm) și abaterea grosimii (±1 mm) cu o ruletă și un șablon;
Testare nedistructivă: testare cu ultrasunete (UT) 100% pentru căptușeli mari (calificată conform JB/T 7260 Gradul II), fără defecte echivalent ≥φ3mm.
3. Inspecția calității durificării la apă
Testarea durității: Măsurați suprafața de lucru cu un durometrie Brinell (HBW 180-230), cu o abatere de măsurare multipunct ≤20HBW pe aceeași piesă de prelucrat;
Analiză metalografică: Inspecția microstructurii probelor (matrice austenitică, fără precipitații de carburi) cu dimensiunea granulelor ≥5;
Test de impact: Se efectuează un test de impact la temperatura camerei pe probe (αk ≥150J/cm²), cu o fractură ductilă (fibroasă).
4. Inspecția finală a produselor finite
Test de potrivire: Așezați căptușeala pe o placă plană standard, verificați distanța maximă cu o calibră ≤0,5 mm;
Inspecția găurilor pentru șuruburi: Folosiți calibre pentru a verifica toleranța deschiderii (H12) și poziționarea pentru a vă asigura că șuruburile pot fi introduse liber;
Instalare de probă: Selectați aleatoriu 3 căptușeli pentru instalarea de probă cu cilindrul, verificând dacă sunt strânse și dacă nu prezintă slăbiri.
Prin controlul strict al calității călirii la apă și al defectelor de turnare, căptușelile ZGMn13 pot atinge o durată de viață de 8000-12000 de ore în condiții de impact mediu, în timp ce căptușelile din fontă cu conținut ridicat de crom pot ajunge la peste 15000 de ore în medii de șlefuire fină cu impact redus. Selecția trebuie făcută în funcție de duritatea materialului și de dimensiunea mediului de șlefuire.