Introducere detaliată a concasorului de nisip VSI
1. Prezentare generală și aplicații ale concasorului de nisip VSI
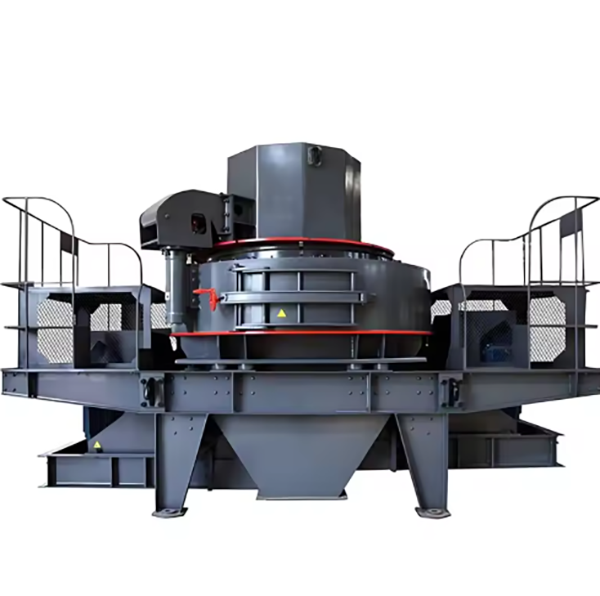
Concasorul de nisip VSI (Vertical Shaft Impact - Impact cu arbore vertical) este un echipament de înaltă eficiență conceput pentru producerea de nisip artificial de înaltă calitate și modelarea agregatelor. Acesta utilizează principiul concasării cu impact "piatră-pe-piatră" sau "piatră-pe-fier"h: materialele sunt accelerate de un rotor rotativ de mare viteză (viteză 2800–3500 rpm) și aruncate împotriva căptușelii camerei de concasare sau a altor materiale, realizând concasare prin impact, frecare și forfecare.
Acest concasor este utilizat pe scară largă în construcții, autostrăzi, căi ferate și proiecte de conservare a apei, fiind potrivit pentru prelucrarea materialelor precum granit, calcar, pietricele de râu și minereu. Produce nisip cu o formă excelentă a granulelor (cubicitate ridicată, conținut scăzut de ace ≤10%) și modul de finețe reglabil (2,6–3,0), respectând standardele naționale pentru nisipul de construcții.
2. Compoziția și structura concasorului de nisip VSI
Concasorul de nisip VSI este alcătuit din componente de bază care lucrează în coordonare pentru a asigura o producție eficientă de nisip:
2.1 Ansamblul corpului principal
2.2 Ansamblul rotorului
2.3 Sistem de alimentare și distribuție
Distribuitor de materialeO componentă în formă de con în interiorul capacului superior, care distribuie materialele în două părți: o parte intră în rotor pentru accelerare, iar cealaltă cade în camera de concasare pentru concasare piatră pe piatră.
2.4 Sistem de acționare
Scripete/CuplajPentru acționarea prin curea trapezoidală, o fulie mare pe arborele principal și o fulie mică pe motor asigură un raport de transmisie de 1:1,2–1:1,5. Cuplajele (de exemplu, cuplajul elastic cu știft) sunt utilizate pentru acționarea directă pentru a reduce pierderile de energie.
2.5 Sistem de lubrifiere și răcire
3. Procesele de fabricație ale concasorului de nisip VSI
Disc rotor 3.1 (forjare 42CrMo)
3.2 Capete de aruncare (fontă cu conținut ridicat de crom Cr20–25)
Crearea de modeleModelele de spumă sunt realizate cu o adaos de contracție de 1,5–2,0%, luând în considerare forma complexă a capetelor de aruncare.
Materiile prime sunt topite într-un cuptor cu inducție la 1450–1500°C, cu adăugare de crom și molibden pentru a obține compoziția chimică (C 3,0–3,5%, Cr 20–25%).
3.3 Arbore principal (forjare 40CrNiMoA)
4. Procese de procesare
4.1 Prelucrarea discului rotor
Prelucrare de precizieRectificarea suprafeței frontale până la o planitate ≤0,05 mm/m și o rugozitate a suprafeței Ra1,6 μm. Găurirea și filetarea găurilor pentru șuruburi (M16–M24) cu toleranță de filet 6H.
4.2 Prelucrarea arborelui principal
CotiturăStrungul CNC prelucrează cercul exterior, treptele și canalele de pană, lăsând o adaos de rectificare de 0,3–0,5 mm.
MăcinareSuprafețele jgheaburilor sunt rectificate la toleranța IT5 și cu rugozitatea suprafeței Ra0,4 μm, asigurând coaxialitatea ≤0,01 mm.
4.3 Căptușeală a camerei de concasare (fontă cu conținut ridicat de crom)
4.4 Prelucrarea cadrului și a capacului
5. Procese de control al calității
Mașina de măsurat în coordonate (CMM) inspectează dimensiunile cheie: bătaia discului rotorului ≤0,05 mm, toleranța diametrului fusului arborelui principal ±0,01 mm.
6. Procesul de instalare
Pregătirea fundațieiFundație din beton (gradul C30) cu șuruburi de ancorare încorporate, nivelare ≤0,1 mm/m, întărită timp de 28 de zile. Pe fundație se plasează un tampon de izolare a vibrațiilor (grosime de 5-10 mm) pentru a reduce zgomotul și transmiterea vibrațiilor.
Instalarea sistemului de alimentare și acționareBuncărul de alimentare este montat pe capacul superior, iar motorul este aliniat cu arborele principal (coaxialitate ≤0,1 mm). Curelele trapezoidale sunt instalate cu tensiunea corespunzătoare (deformare 15–20 mm sub o forță de 100 N).
Conectarea sistemului de lubrifiere și răcireȚevile sunt conectate, iar sistemul de ungere este testat pentru debit și presiune (0,2–0,4 MPa).
Concasorul de nisip VSI, prin fabricație precisă, control strict al calității și instalare standardizată, asigură o producție eficientă de nisip artificial de înaltă calitate, îndeplinind cerințele proiectelor de construcții moderne.