Introducere detaliată a concasorului cu impact
1. Prezentare generală și aplicații ale concasorului cu impact
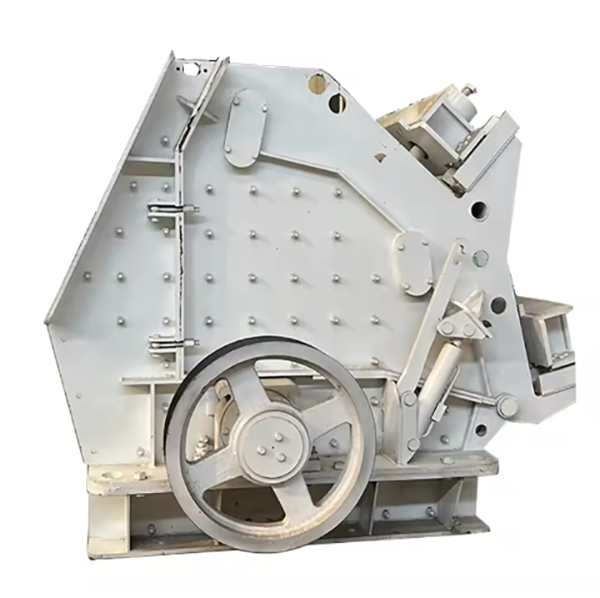
Concasorul cu impact este un echipament de concasare de înaltă eficiență care zdrobește materiale prin impact și revenire de mare viteză. Principiul său de funcționare este: motorul acționează rotorul pentru a se roti la viteză mare (1000–2000 rpm), iar ciocanele de impact instalate pe rotor lovesc materialele care intră în camera de concasare. Materialele sunt zdrobite prin impact, apoi revenind pe placa de impact pentru o concasare secundară și, în final, sunt evacuate prin spațiul dintre placa de impact și rotor atunci când se atinge dimensiunea necesară a particulelor.
Este potrivit pentru concasarea materialelor medii-dure și fragile cu o rezistență la compresiune ≤300 MPa, cum ar fi calcarul, betonul, asfaltul, cărbunele și minereul. Datorită avantajelor structurii simple, raportului ridicat de concasare (până la 50:1) și formei bune a particulelor de produs, este utilizat pe scară largă în construcții, minerit, construcții de drumuri și industria reciclării.
2. Compoziția și structura concasorului cu impact
Concasorul cu impact este compus în principal din următoarele componente de bază, care lucrează împreună pentru a finaliza procesul de concasare:
2.1 Asamblarea cadrului
Cadru superiorO structură sudată din plăci de oțel Q355B (grosime 10–20 mm), care formează camera de alimentare și concasare. Este echipată cu o pâlnie de alimentare și dispozitive de reglare a plăcii de impact, cu nervuri de ranforsare (grosime 8–15 mm) pentru a rezista la forțele de impact.
2.2 Ansamblul rotorului
Ciocane de impactPiesele de lucru cheie sunt fabricate din fontă cu conținut ridicat de crom (Cr15–20) sau oțel aliat (40CrNiMo). Acestea sunt articulate pe tijele ciocanului și se pot balansa liber, având o greutate de 2–20 kg, în funcție de model. Capul ciocanului este proiectat cu o formă ascuțită sau boantă, în funcție de caracteristicile materialului.
2.3 Ansamblul plăcii de impact
Plăci de impactPlăci rezistente la uzură din oțel cu conținut ridicat de mangan (ZGMn13) sau fontă cu conținut ridicat de crom, cu o grosime de 20–40 mm. Acestea sunt instalate pe cadrul superior și formează o cavitate de concasare cu rotorul. Numărul de plăci de impact este de 1–3, în funcție de etapa de concasare (primară sau secundară).
2.4 Sistem de acționare
2.5 Dispozitive de siguranță și auxiliare
3. Procese de turnare pentru componentele cheie
3.1 Ciocane de impact (fontă cu conținut ridicat de crom Cr15–20)
Crearea de modeleModelele de nisip sau spumă se realizează după forma ciocanului, cu o adaos de contracție de 1,5–2,0%.
Materiile prime sunt topite într-un cuptor cu inducție la 1450–1500°C, cu adăugare de crom și alte aliaje pentru a obține compoziția chimică (C 2,8–3,5%, Cr 15–20%).
Disc rotor 3.2 (oțel turnat ZG310-570)
3.3 Arbore principal (forjare 40Cr)
4. Procese de prelucrare
4.1 Prelucrarea discului rotor
Prelucrare de precizieRectificarea suprafeței frontale până la o planitate ≤0,1 mm/m și o rugozitate a suprafeței Ra3,2 μm. Găurirea și alezarea găurilor axului ciocanului pentru a asigura precizia dimensională (toleranța H7).
4.2 Prelucrarea arborelui principal
CotiturăStrungul CNC prelucrează cercul exterior, treptele și canalele de pană, lăsând o adaos de rectificare de 0,3–0,5 mm.
MăcinareRectificarea suprafețelor fusului la toleranța IT6 și rugozitatea suprafeței Ra0,8 μm, asigurând coaxialitatea ≤0,02 mm.
4.3 Prelucrarea plăcilor de impact
MăcinareSuprafața de lucru este șlefuită până la o planeitate ≤0,2 mm/m și o rugozitate a suprafeței Ra6,3 μm, cu marginile debavurate pentru a evita blocarea materialului.
4.4 Prelucrarea cadrului
Frezare și găurireMașina de frezat CNC prelucrează suprafețele de montare ale plăcilor de impact și ale rulmenților, asigurând o planeitate ≤0,15 mm/m. Găurirea și filetarea găurilor pentru șuruburi (M16–M30) cu toleranță de filet 6H.
5. Procese de control al calității
6. Procesul de instalare
Prin procese stricte de fabricație, control al calității și instalare standardizată, concasoarele cu impact pot obține o funcționare eficientă și stabilă, satisfăcând nevoile de concasare ale diverselor industrii pentru materiale medii-dure și fragile.