Manșonul arborelui principal al concasorului conic
SHILONG
Shenyang, China
1~2 luni
1000 seturi / an
Această lucrare detaliază manșonul arborelui principal al concasoarelor conice, o componentă crucială poziționată între arborele principal și ansamblul excentric. Aceasta are rol în principal în susținerea radială, reducerea frecării, distribuția sarcinii și reținerea lubrifierii. Componenta este formată din corpul manșonului, alezajul interior, suprafața exterioară, canalele de lubrifiere, flanșa (în unele modele) și canelurile indicatoare de uzură, fiecare cu caracteristici structurale specifice. Este elaborat procesul de turnare pentru corpul manșonului din bronz, inclusiv ionizarea materialului (bronz fosforos), realizarea tiparelor, turnarea, topirea, turnarea, tratamentul termic și inspecția. De asemenea, este descris procesul de prelucrare și fabricație, acoperind prelucrarea brută/finisată, tratamentul suprafeței și pregătirea ansamblului. În plus, sunt specificate măsuri de control al calității, cum ar fi validarea materialelor, verificările preciziei dimensionale, inspecția calității suprafeței, testarea funcțională și testarea rezistenței la uzură. Aceste procese asigură că manșonul arborelui principal oferă o susținere fiabilă și o reducere a frecării, sporind eficiența și durata de viață a concasorului conic sub sarcini mari.
Introducere detaliată a componentei manșonului arborelui principal al concasorului conic
1. Funcția și rolul manșonului arborelui principal
Bucșa arborelui principal (numită și bucșa arborelui principal) este o componentă critică în concasoarele conice, poziționată între arborele principal și ansamblul excentric. Funcțiile sale principale includ:
Suport radialStabilizarea arborelui principal în timpul rotației de mare viteză, asigurând o aliniere concentrică cu manșonul excentric pentru a preveni oscilația.
Reducerea frecăriiAcționează ca o interfață rezistentă la uzură între arborele principal rotativ și componentele staționare sau semi-staționare, reducând la minimum contactul metal pe metal.
Distribuția sarciniiAbsorbția forțelor radiale generate în timpul strivirii, protejând arborele principal de solicitări excesive și defecțiuni premature.
Retenția lubrifieriiConține lubrifianți în spațiul dintre manșon și ax, menținând o peliculă de ulei hidrodinamică pentru o funcționare lină.
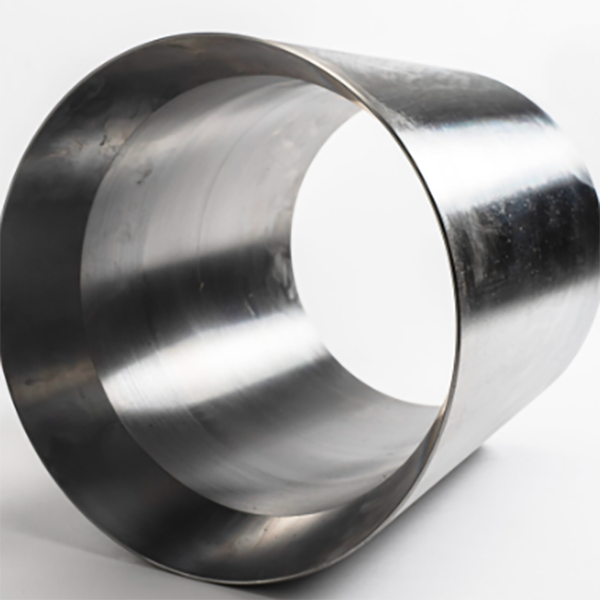
2. Compoziția și structura manșonului arborelui principal
Manșonul arborelui principal este de obicei o componentă cilindrică sau conică, cu dimensiuni interne și externe precise, constând din:
Corpul mâneciiStructura cilindrică centrală, de obicei realizată din bronz turnat de înaltă rezistență (de exemplu, CuSn10Pb1) sau oțel aliat (42CrMo) cu o suprafață rezistentă la uzură. Lungimea și grosimea sa variază în funcție de modelul concasorului, corespunzând diametrului arborelui principal și cerințelor de sarcină.
Alezaj interiorUn orificiu central prelucrat cu precizie care se potrivește peste arborele principal cu un joc controlat (0,1–0,3 mm), permițând rotația menținând în același timp pelicula de lubrifiant. Alezajul poate avea caneluri spiralate sau buzunare de ulei pentru a îmbunătăți distribuția lubrifiantului.
Suprafață exterioarăPrelucrată pentru a se potrivi strâns în manșonul excentric sau cadru, adesea cu un profil conic (1:10 sau 1:20) pentru potrivire cu interferență, prevenind mișcarea relativă sub sarcină.
Canale de lubrifiereGăuri axiale sau radiale perforate prin manșon pentru a transporta uleiul de la sistemul principal de lubrifiere către alezajul interior, asigurând lubrifierea continuă la interfața arbore-manșon.
Flanșă sau guler (în unele modele)O proeminență radială la un capăt pentru poziționarea axială a manșonului, prevenind deplasarea axială în timpul funcționării.
Caneluri indicatoare de uzurăcaneluri circumferențiale puțin adânci pe alezajul interior pentru a indica vizual nivelurile de uzură - când canelurile sunt uzate, manșonul trebuie înlocuit.
3. Procesul de turnare pentru corpul manșonului
Pentru manșoanele din bronz (cele mai frecvente datorită proprietăților antifricțiune excelente), procesul de turnare este următorul:
Selecția materialelorBronzul fosforos (CuSn10Pb1) este preferat pentru rezistența sa ridicată la uzură, conductivitatea termică bună și compatibilitatea cu arborii din oțel. Conține 10% staniu (Sn), 1% plumb (Pb) și restul cupru (Cu) pentru o prelucrabilitate optimă.
Crearea de modeleSe creează un model din metal sau ceară pentru a reproduce geometria manșonului, inclusiv alezajul interior, suprafața exterioară și canalele de lubrifiere. Pentru turnarea cu pereți speciali (utilizată pentru modele complexe), modelele de ceară sunt asamblate pe un canal de spru.
Turnare:
Pentru turnarea în nisip: Matrițele de nisip lipite cu rășină sunt formate în jurul modelului, cu un miez pentru a modela alezajul interior.
Pentru turnarea cu pereți prefabricați: Modelele de ceară sunt acoperite cu o pastă ceramică, uscate pentru a forma o cochilie, apoi topite pentru a lăsa o matriță ceramică goală.
Topire și turnareBronzul este topit într-un cuptor cu inducție la 1080–1120°C. Metalul topit este turnat în matriță sub presiune sau sub influența gravitației, asigurând umplerea completă a secțiunilor subțiri (de exemplu, marginile flanșelor).
Răcire și agitarePiesele turnate se răcesc la temperatura camerei, apoi sunt scoase din matriță. Piesele turnate sunt supuse sablării pentru a îndepărta nisipul rezidual; piesele turnate cu pereți speciali au carcase ceramice îndepărtate prin vibrații sau jet de apă.
Tratament termicManșoanele din bronz sunt recoapte la 600–650°C timp de 1–2 ore, apoi răcite cu aer pentru a reduce tensiunea internă și a îmbunătăți prelucrabilitatea.
Inspecția turnăriiVerificări vizuale pentru defecte de suprafață (porozitate, fisuri sau umplere incompletă). Testarea cu ultrasunete (UT) detectează defectele interne, asigurându-se că nu există defecte mai mari de φ1 mm în zonele portante critice.
4. Prelucrare și proces de fabricație
Prelucrare brută:
Suprafața exterioară și flanșa (dacă există) sunt strunjite pentru a îndepărta excesul de material, lăsând o adaos de finisare de 0,5–1 mm.
Alezajul interior este găurit brut și alezat la dimensiune aproximativă, cu prelucrarea inițială a găurilor canalului de lubrifiere.
Prelucrare de finisare:
Alezaj interior: Rectificat cu precizie pentru a obține toleranța IT6, cu o rugozitate a suprafeței de Ra0,4–0,8 μm pentru a reduce frecarea. Canelurile spiralate (dacă este necesar) sunt tăiate folosind un strung CNC cu o sculă de canelare, cu adâncimea și pasul controlate la ±0,02 mm.
Suprafață exterioară: Rectificată la un profil conic sau cilindric (în funcție de model) cu toleranță IT7, asigurând o fixare strânsă cu bucșa excentrică. Suprafețele conice sunt verificate folosind un calibru conic.
Canale de lubrifiere: Găurite și filetate pentru a se conecta la sistemul de lubrifiere al concasorului, cu margini debavurate pentru a preveni obstrucționarea fluxului de ulei.
Tratament de suprafață:
Alezajul interior poate fi acoperit cu un lubrifiant solid (de exemplu, disulfură de molibden) sau electrolizat cu crom dur (grosime de 5-10 μm) pentru a spori rezistența la uzură.
Suprafața exterioară este lustruită pentru a îndepărta bavurile și a asigura o potrivire corectă cu componentele de îmbinare.
Pregătirea asamblării:
Manșonul este încălzit (200–300°C) pentru a-și extinde diametrul exterior în vederea fixării prin presare în manșonul excentric (ajustare prin contractare).
După răcire, jocul interior al alezajului cu arborele principal se măsoară folosind calibre pentru a se asigura că respectă specificațiile (0,1–0,3 mm).
Mașina de măsurat în coordonate (CMM) verifică diametrul interior al alezajului, diametrul exterior, unghiul conicității și dimensiunile canelurii.
Rotunjimea alezajului interior se măsoară cu un aparat de testare a rotunjimii, necesitând o abatere ≤0,005 mm.
Inspecția calității suprafeței:
Rugozitatea suprafeței alezajului interior este verificată cu un profilometru, asigurându-se că Ra ≤0,8 μm.
Testarea vizuală și testarea cu substanțe penetrante (DPT) detectează fisuri sau zgârieturi pe suprafețele critice.
Testarea funcțională:
Verificarea jocului: Bucșa este montată de probă pe un arbore de testare pentru a confirma jocul radial în intervalul de proiectare.
Test de curgere a lubrifierii: Uleiul este pompat prin canale pentru a asigura un curgere neobstrucționată către canelurile alezajului interior.
Testarea rezistenței la uzură:
O mostră de manșon este supusă unui test accelerat de uzură în condiții simulate de sarcină și viteză, verificând o rată de uzură ≤0,01 mm/100 ore.
Fabricația precisă a manșonului arborelui principal și controlul strict al calității asigură un suport fiabil și o reducere a frecării, contribuind direct la eficiența și durata de viață a concasorului conic în condiții de sarcini mari de concasare.