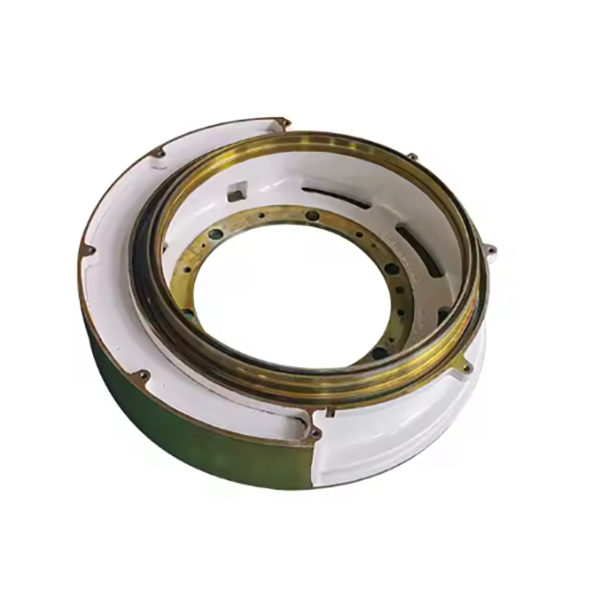
Contragreutatea concasorului conic, o componentă cheie de echilibrare dinamică montată pe bucșa excentrică, compensează forțele centrifuge din rotația excentrică, reducând vibrațiile, sporind stabilitatea (500–1500 rpm), optimizând consumul de energie și echilibrând sarcinile pe cadru.
Din punct de vedere structural, este alcătuit dintr-un corp de înaltă densitate (7,0–7,8 g/cm³) (HT350/QT600-3), 2–6 segmente inelare, găuri pentru șuruburi (clasa 8.8+), știfturi de fixare, urechi de echilibrare și nervuri de armare, cu un strat rezistent la coroziune.
Fabricat prin turnare în nisip (turnare la 1350–1380°C), este supus recoacerii (550–600°C) și prelucrării de precizie (strunjire/rectificare CNC) pentru acuratețe dimensională. Controlul calității include testarea materialelor (densitate ≥7,0 g/cm³), NDT (UT/MPT), echilibrare dinamică (dezechilibru rezidual ≤5 g·mm/kg) și testare a sarcinii (forță nominală 150%).
Acest lucru asigură o funcționare fiabilă în minerit/procesarea agregatelor prin minimizarea stresului și prelungirea duratei de viață a componentelor.
Introducere detaliată a componentei de contragreutate a concasorului conic
1. Funcția și rolul contragreutății
Contragreutatea concasorului conic (cunoscută și sub denumirea de greutate de echilibrare sau contragreutate excentrică) este o componentă critică de echilibrare dinamică montată pe bucșa excentrică sau pe ansamblul arborelui principal. Funcțiile sale principale includ:
Echilibrare dinamicăCompensează forța centrifugă generată de rotația excentrică a conului mobil și a bucșei excentrice, reducând vibrațiile și zgomotul în timpul funcționării. Acest lucru minimizează stresul asupra cadrului, rulmenților și altor componente structurale.
Îmbunătățirea stabilitățiiAsigurarea rotirii line a ansamblului excentric la viteze mari (500–1500 rpm), prevenind încărcarea neuniformă care ar putea duce la uzura prematură sau la defectarea arborelui principal și a rulmentului axial.
Optimizare energeticăReducerea consumului de energie asociat cu amortizarea vibrațiilor, îmbunătățind eficiența energetică generală a concasorului.
Distribuția sarciniiEchilibrarea forțelor laterale exercitate asupra cadrului concasorului în timpul ciclului de concasare, prevenind deformarea excesivă și menținând o precizie constantă a golului de concasare.
Funcționând sub forțe centrifuge mari (adesea care depășesc 10.000 N), contragreutatea necesită densitate mare, rigiditate structurală și o distribuție precisă a masei pentru a obține o echilibrare eficientă.
2. Compoziția și structura contragreutății
Contragreutatea este de obicei o componentă inelară segmentată sau dintr-o singură piesă, proiectată să se potrivească geometriei bucșei excentrice. Componentele sale cheie și detaliile structurale includ:
Greutate corporalăO structură robustă din fontă de înaltă densitate (HT350), fontă ductilă (QT600-3) sau oțel umplut cu beton (pentru concasoare mari). Densitatea materialului variază între 7,0 și 7,8 g/cm³ pentru a asigura o masă suficientă (50-500 kg, în funcție de dimensiunea concasorului).
Segmente inelarePentru concasoarele mari, contragreutatea este adesea împărțită în 2-6 segmente (de exemplu, 4 părți egale) pentru a facilita instalarea. Fiecare segment are o lățime radială de 100-300 mm și o grosime de 50-150 mm.
Caracteristici de montare:
Găuri pentru șuruburiGăuri distanțate circumferențial (8–24) pentru fixarea greutății pe bucșa excentrică, cu clasa de filet 8.8 sau mai mare pentru a rezista la forțele centrifuge.
Pini de localizareProeminențe cilindrice pe suprafața de montare care se potrivesc în găurile corespunzătoare din bucșa excentrică, asigurând o poziționare unghiulară precisă.
File de echilibrarePlăci mici reglabile sau găuri filetate pe circumferința exterioară pentru reglarea fină a distribuției greutății. Acestea permit adăugarea/scoaterea unor greutăți mici (100–500 g) pentru a obține un echilibru optim.
nervuri de armareNervuri radiale interne sau externe care sporesc rigiditatea structurală, prevenind deformarea sub stres centrifug. Grosimea nervurilor variază între 10 și 30 mm, în funcție de dimensiunea segmentului.
Suprafață exterioară netedăO circumferință exterioară prelucrată mecanic cu rugozitate redusă (Ra3,2–6,3 μm) pentru a reduce rezistența aerului și a minimiza rezistența dinamică în timpul rotației.
Strat de protecție împotriva coroziuniiUn strat de acoperire vopsit sau galvanizat (cu grosimea de 50–100 μm) pentru a rezista la rugină în medii prăfuite sau umede.
3. Procesul de turnare pentru contragreutate
Având în vedere nevoia de densitate mare și geometrie complexă, contragreutatea este fabricată în principal prin turnare în nisip:
Selecția materialelor:
Fontă de înaltă densitate (HT350)Preferat pentru densitatea mare (7,2–7,3 g/cm³), rezistența la compresiune (≥350 MPa) și rentabilitatea. Compoziție chimică: C 3,2–3,6%, Si 1,8–2,4%, Mn 0,6–1,0%, cu conținut scăzut de sulf/fosfor (≤0,035% fiecare).
Fontă ductilă (QT600-3)Folosit pentru aplicații cu solicitări mari, oferind o rezistență mai bună la impact (alungire ≥3%) și la tracțiune (≥600 MPa).
Crearea de modele:
Pentru fiecare segment se creează un model la scară completă (spumă, lemn sau rășină), inclusiv găuri pentru șuruburi, știfturi de fixare și nervuri. Se adaugă adaosuri de contracție (1,2–1,8%) pentru a ține cont de contracția prin răcire.
Turnare:
Se prepară matrițe de nisip lipite cu rășină, cu miezuri folosite pentru a forma găurile pentru șuruburi și caracteristicile interne. Cavitatea matriței este acoperită cu o spălare refractară pentru a îmbunătăți finisajul suprafeței și a preveni includerea nisipului.
Topire și turnare:
Fonta este topită într-un cupolă sau cuptor cu inducție la 1380–1420°C, cu echivalentul de carbon controlat la 4,2–4,6% pentru o bună fluiditate.
Turnarea se efectuează la 1350–1380°C, cu un debit controlat pentru a asigura umplerea completă a matriței, reducând la minimum porozitatea în zonele supuse unor solicitări mari, cum ar fi bosajele găurilor de șuruburi.
Tratament termic:
RecoacerePiesele turnate sunt încălzite la 550–600°C timp de 2–4 ore, apoi răcite lent pentru a elibera tensiunea internă, reducând riscul de fisurare în timpul prelucrării sau funcționării.
Normalizare (opțională)În cazul fontei ductile, încălzirea la 850–900°C urmată de răcire cu aer rafinează microstructura și îmbunătățește proprietățile mecanice.
4. Prelucrare și proces de fabricație
Prelucrare brută:
Segmentele turnate sunt montate pe un strung CNC sau o freză pentru a elimina excesul de material, concentrându-se pe suprafața de montare și circumferința exterioară. Toleranța dimensională este controlată la ±1 mm.
Prelucrarea de precizie a elementelor de montare:
Găuri pentru șuruburiGăurit și filetat folosind un centru de prelucrare CNC, cu toleranță de filet 6H și precizie de poziționare (±0,2 mm) pentru a asigura alinierea cu bucșa excentrică.
Pini de localizarePrelucrată la toleranța de diametru h6, cu perpendicularitate (≤0,05 mm/100 mm) față de suprafața de montare.
Suprafață de montareRectificate până la planeitate (≤0,1 mm/m) și rugozitate Ra3,2 μm pentru a asigura un contact uniform cu bucșa excentrică, prevenind concentrarea sarcinii.
Pregătirea filelor de echilibrare:
Urechile sunt prelucrate mecanic sau sudate pe circumferința exterioară, cu găuri filetate pentru atașarea greutăților de echilibrare. Aceste caracteristici sunt poziționate pentru a permite reglarea în trepte de 15–30°.
Tratament de suprafață:
Suprafața exterioară este sablată pentru a îndepărta depunerile de crustă, apoi vopsită cu grund epoxidic (60–80 μm) și strat de acoperire (40–60 μm) pentru rezistență la coroziune.
Găurile filetate sunt acoperite cu un compus antigripant pentru a preveni uzura prin frecare în timpul instalării.
5. Procese de control al calității
Testarea materialelor:
Analiza compoziției chimice (spectrometrie) verifică conformitatea cu standardele HT350 sau QT600-3.
O mașină de măsurat în coordonate (CMM) inspectează dimensiunile critice: greutatea segmentului (toleranță ±0,5%), pozițiile găurilor șuruburilor și planeitatea suprafeței de montare.
Un scaner laser verifică profilul circumferinței exterioare, asigurând eficiența aerodinamică.
Testarea integrității structurale:
Testarea cu ultrasunete (UT) detectează defecte interne (de exemplu, pori de contracție) în bosajele găurilor de șuruburi, defectele de >φ3 mm fiind respinse.
Testarea cu particule magnetice (MPT) verifică existența fisurilor de suprafață în zonele supuse solicitărilor mari, cum ar fi nervurile și marginile de montare.
Testarea echilibrării dinamice:
Segmentele asamblate sunt montate pe o mașină de echilibrat și rotite la viteza de funcționare (500–1500 rpm). Dezechilibrul este măsurat și corectat folosind clapete de echilibrare, dezechilibrul rezidual fiind limitat la ≤5 g·mm/kg.
Testarea încărcării:
Un test de sarcină statică aplică 150% din forța centrifugă nominală șuruburilor de montare, fără a fi permisă deformarea sau strierea filetului.
Prin aceste procese de fabricație și control al calității, contragreutatea echilibrează eficient ansamblul excentric al concasorului conic, reducând vibrațiile, prelungind durata de viață a componentelor și asigurând o funcționare eficientă în aplicațiile miniere și de procesare a agregatelor.