Introducere detaliată a concasorului conic din seria CH
1. Prezentare generală și aplicații ale concasorului conic din seria CH
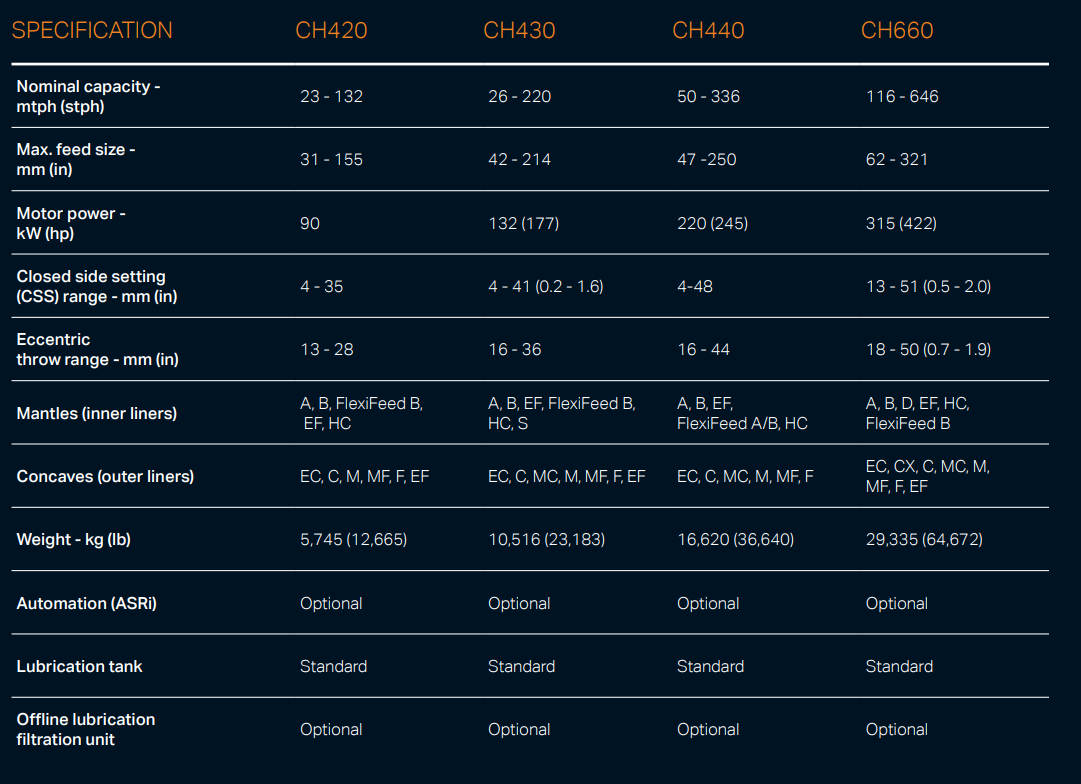
Concasorul conic din seria CH este un echipament de concasare de înaltă performanță, de la mediu la fin, dezvoltat pentru materiale dure și abrazive, utilizat pe scară largă în minerit, producția de agregate și industria metalurgică. Acesta integrează tehnologii avansate, cum ar fi designul optimizat al cavității, reglarea hidraulică și controlul inteligent, oferind o eficiență ridicată de concasare (până la 2000 t/h), o cubicitate excelentă a produsului (≥85%) și o adaptabilitate puternică la materiale precum granitul, bazaltul și minereul.
Principiul său de funcționare se bazează pe concasare prin laminare: motorul acționează rotirea manșonului excentric al arborelui, determinând conul mobil să se balanseze periodic. Materialele sunt comprimate, îndoite și lovite între conul mobil și conul fix, zdrobite treptat în particule uniforme și evacuate prin orificiul de evacuare reglabil. Seria include modele precum CH430, CH660 și CH890, acoperind diferite capacități de procesare pentru a satisface diverse nevoi de producție.
2. Compoziția și structura concasorului conic din seria CH
Concasorul conic din seria CH este alcătuit din ansambluri centrale cu coordonare precisă, asigurând o funcționare stabilă și eficientă:
2.1 Ansamblul cadrului principal
Cadru superiorO structură cilindrică din oțel turnat (ZG270-500) cu o flanșă în partea superioară pentru conectarea buncărului de alimentare. Peretele său interior este prelucrat pentru a se potrivi cu căptușeala conului fix, iar nervurile radiale de ranforsare (grosime 40–100 mm) sporesc rigiditatea împotriva forțelor de strivire.
2.2 Ansamblu de concasare
Con în mișcareCompus dintr-un corp conic forjat din 42CrMo și o căptușeală din fontă cu conținut ridicat de crom (Cr20). Corpul conic are o bază sferică care se potrivește cu rulmentul sferic al arborelui principal, permițând o oscilație flexibilă. Căptușeala este fixată prin turnare din aliaj de zinc pentru a asigura un contact strâns, cu o grosime a stratului rezistent la uzură de 30–80 mm.
Con fix (concav)O căptușeală inelară segmentată (3–6 segmente) din Cr20 sau ZGMn13, montată pe cadrul superior. Profilul cavității fiecărui segment (unghi 18°–25°) este optimizat pentru cerințe specifice privind dimensiunea particulelor, cu structuri interconectate pentru a preveni scurgerile de material.
2.3 Sistem de transmisie și acționare
Manșon excentric al arboreluiUn manșon din oțel turnat (ZG35CrMo) cu o excentricitate de 10–30 mm, care acționează oscilația arborelui principal. Este echipat cu o roată dințată conică mare (20CrMnTi, carburată și călită) și montat pe rulmenți sferici cu role.
2.4 Sistem hidraulic și de control
Sistem de siguranțăProtecție la suprasarcină prin intermediul supapelor de suprapresiune. Când pătrund materiale necontestatabile, cilindrii se retrag pentru a extinde orificiul de refulare, a elimina corpurile străine și se resetează automat.
2.5 Sistem de lubrifiere și etanșare la praf
Lubrifiere cu ulei subțireUn sistem independent cu pompe duble, răcitoare și filtre, care circulă ulei ISO VG 46 către rulmenți și angrenaje la 0,2–0,4 MPa, menținând temperatura <55°C.
Structură rezistentă la prafGarniturile labirintice + garniturile de ulei + purjarea aerului (0,3–0,5 MPa) previn pătrunderea prafului, cu opțiune de pulverizare cu apă pentru medii cu mult praf.
3. Procese de turnare pentru componentele cheie
3.1 Cadru (ZG270-500/ZG35CrMo)
Crearea de modeleModele de rășină imprimate 3D la scară reală, cu toleranțe de contracție (1,2–1,5%), inclusiv detalii despre nervuri și pasaje de ulei.
TurnareMatrițe din nisip ligat cu rășină, cu acoperire de zirconiu (grosime 0,2–0,3 mm) pentru finisarea suprafeței. Miezurile formează cavități interne.
ZG35CrMo: Aliat cu Cr (0,8–1,2%) și Mo (0,2–0,3%), turnat la 1500–1540°C.
3.2 Manșon excentric pentru arbore (ZG35CrMo)
3.3 Corp conic mobil (forjare 42CrMo)
4. Procese de prelucrare
4.1 Prelucrarea cadrului
Prelucrare de precizieRectificarea suprafețelor flanșelor până la Ra1,6 μm, planitate ≤0,1 mm/m. Găurire/filetare găuri de șuruburi (M30–M60, clasa 6H) cu precizie de poziționare ±0,1 mm.
4.2 Prelucrarea manșoanelor excentrice ale arborelui
MăcinareDiametru exterior și alezaj rectificate conform IT6, Ra0,8 μm. Perpendicularitatea suprafeței de montare a roții dințate ≤0,02 mm/100 mm.
4.3 Prelucrarea conului mobil
5. Procese de control al calității
6. Procesul de instalare
Pregătirea fundațieiFundație din beton (grad C30) cu șuruburi de ancorare încorporate, nivelare ≤0,1 mm/m, întărită timp de 28 de zile.
Conectarea sistemului hidraulic și de lubrifiereȚevile curățate (curățenia uleiului NAS 8), furtunurile conectate, testate la presiune (1,5× presiunea de lucru).
Concasorul conic din seria CH, prin fabricație precisă și control strict al calității, oferă performanțe fiabile în operațiuni de concasare la scară largă, asigurând o eficiență ridicată și o calitate a produsului.











