Cadrul concasorului conic, componentă structurală fundamentală a concasorului, servește drept „coloană vertebrală”, cu funcții de bază, inclusiv suport structural general (suportând greutatea tuturor componentelor și forțele de concasare de până la mii de tone), transmiterea forței (distribuirea sarcinilor către fundație), poziționarea componentelor (asigurând suprafețe de montare precise) și carcasă de protecție (acoperirea componentelor interne). Necesită rigiditate, rezistență și stabilitate dimensională ridicate pentru a rezista la sarcini grele pe termen lung și impacturi dinamice.
Din punct de vedere structural, este o structură mare, turnată sau sudată, de mare capacitate, compusă din corpul cadrului (oțel turnat de înaltă rezistență ZG35CrMo sau oțel sudat slab aliat Q355B cu pereți groși de 80–200 mm), carcasa rulmentului, camera bucșei excentrice, flanșele de montare (flanșele de bază și superioare), nervurile de armare (grosime de 30–80 mm), canalele de lubrifiere și răcire și ușile de inspecție și acces.
Pentru cadrele mari și complexe, procesul de turnare implică selecția materialelor, realizarea tiparelor (cu adaosuri de contracție de 1,5–2,5%), turnarea în matriță (folosind nisip legat cu rășină), topirea și turnarea (temperatură și debit controlate) și răcirea și tratamentul termic (normalizare și revenire). Procesul de prelucrare și fabricație include prelucrarea brută, prelucrarea carcasei rulmentului și a camerei, prelucrarea flanșei și a suprafeței de montare, prelucrarea nervurilor de armare și a suprafeței exterioare și tratamentul suprafeței.
Procesele de control al calității acoperă testarea materialelor (compoziția chimică, testarea la tracțiune și impact), inspecția dimensională (folosind CMM și scanare laser), testarea nedistructivă (UT și MPT), testarea mecanică (testarea durității și a încărcării) și testarea asamblarii și funcțională. Aceste procese asigură stabilitate, fiabilitate și durată lungă de viață a cadrului concasorului în aplicații grele.
Introducere detaliată a componentei cadrului concasorului conic
1. Funcția și rolul cadrului
Cadrul concasorului conic (numit și cadru principal sau cadru de bază) este componenta structurală fundamentală care susține toate părțile interne și externe ale concasorului, servind drept coloană vertebrală a întregii mașini. Funcțiile sale principale includ:
Suport structural generalPreia greutatea tuturor componentelor (bucșă excentrică, con mobil, cuvă, motor etc.) și forțele de strivire generate în timpul funcționării (până la mii de tone), asigurând o funcționare stabilă.
Transmiterea forțeiDistribuirea încărcărilor verticale și orizontale de la procesul de concasare la fundație, reducând vibrațiile și zgomotul.
Poziționarea componentelorAsigurarea unor suprafețe de montare precise și a unor caracteristici de localizare pentru bucșa excentrică, rulmentul arborelui principal, cuva și alte piese cheie, asigurând pozițiile lor relative corecte.
Carcasă de protecțieAdăpostește componente interne, cum ar fi ansamblul excentric și angrenajele, împiedicând pătrunderea prafului, apei și resturilor și protejând operatorii de piesele în mișcare.
Având în vedere rolul său critic, cadrul trebuie să aibă o rigiditate, rezistență și stabilitate dimensională ridicate pentru a rezista la sarcini grele pe termen lung și impacturi dinamice.
2. Compoziția și structura cadrului
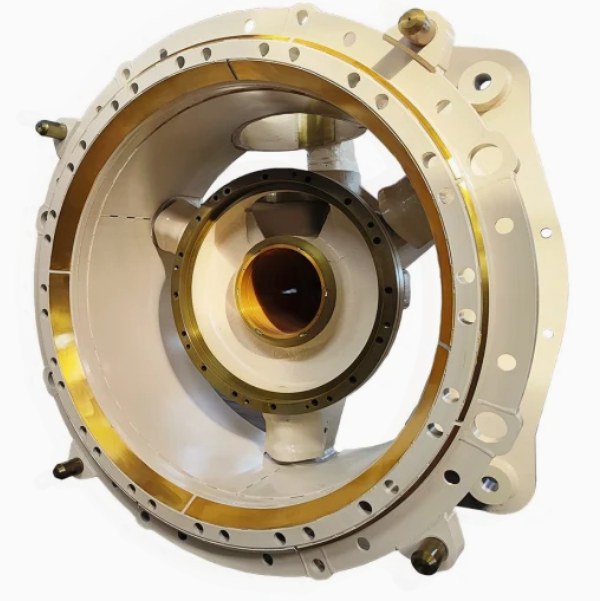
Rama concasorului conic este de obicei o structură mare, turnată sau sudată, cu o formă complexă, alcătuită din următoarele componente cheie și detalii structurale:
Corpul cadruluiStructura principală, de obicei o cutie goală sau o formă cilindrică cu un perete gros (80–200 mm), realizată din oțel turnat de înaltă rezistență (de exemplu, ZG35CrMo) sau plăci sudate din oțel slab aliat (de exemplu, Q355B).
Carcasă de rulmentO adâncitură cilindrică în partea inferioară sau superioară a cadrului pentru a găzdui rulmentul arborelui principal, cu o suprafață interioară prelucrată cu precizie (toleranță IT6) pentru a asigura o potrivire corectă a rulmentului.
Cameră de bucșe excentriceO cavitate circulară în mijlocul cadrului unde este instalată bucșa excentrică, cu o suprafață interioară prelucrată și caneluri de ulei pentru lubrifiere.
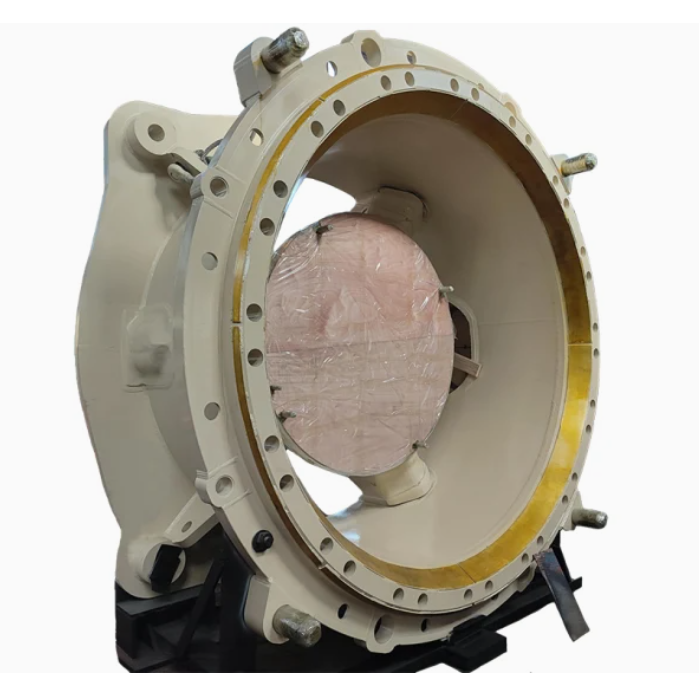
Flanșe de montare:
Flanșă de bazăO flanșă mare în partea de jos cu găuri pentru șuruburi pentru fixarea cadrului de fundație, asigurând stabilitatea.
Flanșă superioarăO flanșă în partea de sus pentru a se conecta cu bolul sau inelul de reglare, adesea cu știfturi de ghidare sau fante pentru aliniere.
nervuri de armareNervuri interne și externe (grosime 30–80 mm) dispuse radial sau axial pentru a spori rigiditatea cadrului și a reduce deformarea sub sarcină.
Canale de lubrifiere și răcireGăuri găurite sau pasaje turnate pentru alimentarea cu ulei de ungere a rulmenților și componentelor excentrice și pentru circularea apei de răcire în unele cadre mari.
Uși de inspecție și accesPanouri sau uși detașabile pentru întreținerea și inspecția componentelor interne.
3. Procesul de turnare a cadrului
Pentru modele de cadre mari și complexe, turnarea în nisip este metoda de fabricație preferată:
Selecția materialelor:
Oțelul turnat de înaltă rezistență (ZG35CrMo) este ales pentru proprietățile sale mecanice excelente, inclusiv rezistența la tracțiune (≥700 MPa), tenacitatea la impact (≥35 J/cm²) și turnabilitatea bună.
Crearea de modele:
Un model la scară reală este realizat din lemn, spumă sau rășină, replicând forma exterioară a cadrului, cavitățile interne, nervurile, flanșele și alte caracteristici. Se adaugă toleranțe de contracție (1,5–2,5%) în funcție de material și de dimensiunea piesei.
Modelul este ranforsat pentru a preveni deformarea în timpul turnării, iar miezurile sunt proiectate pentru a forma cavități și canale interne.
Turnare:
O matriță de nisip este preparată folosind nisip legat cu rășină, modelul fiind plasat în matriță. Miezurile sunt introduse pentru a forma structura internă, asigurând o grosime precisă a peretelui și relații dimensionale între elemente.
Matrița este acoperită cu o soluție refractară de spălare pentru a îmbunătăți finisajul suprafeței și a preveni pătrunderea metalului în nisip.
Topire și turnare:
Oțelul turnat este topit într-un cuptor cu arc electric la 1520–1560°C, cu un control strict al compoziției chimice (C: 0,32–0,40%, Cr: 0,8–1,1%, Mo: 0,15–0,25%).
Turnarea se face la 1480–1520°C cu un debit controlat pentru a asigura umplerea completă a cavității matriței fără turbulențe, care ar putea cauza defecte.
Răcire și tratament termic:
Piesa turnată este răcită lent în matriță timp de 72-120 de ore pentru a reduce stresul termic, apoi este îndepărtată și curățată prin sablare.
Tratamentul termic include normalizarea (850–900°C, răcire cu aer) pentru a rafina structura granulelor și revenirea (600–650°C) pentru a reduce duritatea la 180–230 HBW, îmbunătățind prelucrabilitatea.
4. Prelucrare și proces de fabricație
Prelucrare brută:
Cadrul turnat este montat pe o freză de alezat CNC mare sau pe o freză gantry pentru a prelucra flanșa de bază, flanșa superioară și suprafețele de referință externe, lăsând o adaos de finisare de 5-10 mm.
Prelucrarea carcasei și camerei rulmenților:
Carcasa rulmentului și camera bucșei excentrice sunt alezate brut, apoi alezate finisat și honuite pentru a obține o precizie dimensională ridicată (toleranță IT6) și o rugozitate a suprafeței (Ra0,8–1,6 μm).
Canalele de ulei sunt prelucrate în carcasa și camera rulmentului folosind o mașină de frezat CNC.
Prelucrarea flanșelor și a suprafețelor de montare:
Flanșele de bază și superioare sunt prelucrate mecanic pentru a asigura planeitatea (≤0,05 mm/m) și perpendicularitatea față de axa cadrului (≤0,1 mm/100 mm).
Găurile pentru șuruburi sunt găurite și filetate în poziții precise (toleranță ±0,1 mm) folosind o mașină de găurit CNC.
Prelucrarea nervurilor de armare și a suprafețelor exterioare:
Nervurile exterioare sunt prelucrate pentru a îndepărta defectele de turnare și a asigura dimensiuni uniforme.
Suprafața exterioară este prelucrată mecanic pentru a îmbunătăți aspectul și a facilita vopsirea.
Tratament de suprafață:
Rama este vopsită cu grund antirugină și lac de finisare pentru a rezista la coroziune.
Suprafețele de montare prelucrate și potrivirile rulmenților sunt protejate cu ulei sau vaselină antirugină.
5. Procese de control al calității
Testarea materialelor:
Analiza compoziției chimice se efectuează pentru a asigura respectarea standardelor de calitate ale materialelor.
Testele de tracțiune și testele de impact se efectuează pe probe pentru a verifica proprietățile mecanice.
Inspecție dimensională:
O mașină de măsurat în coordonate (CMM) este utilizată pentru a verifica dimensiunile critice, inclusiv diametrul carcasei rulmentului, planeitatea flanșei și pozițiile găurilor.
Scanarea laser este utilizată pentru a verifica forma și dimensiunile generale în raport cu modelul 3D.
Testare nedistructivă (NDT):
Testarea cu ultrasunete (UT) este utilizată pentru a detecta defecte interne, cum ar fi fisurile și contracția în corpul cadrului și în nervuri.
Testarea cu particule magnetice (MPT) se efectuează la suprafață și în apropierea suprafeței, în special în jurul găurilor de șuruburi și a punctelor de concentrare a tensiunii.
Testare mecanică:
Testarea durității se efectuează pentru a se asigura că cadrul îndeplinește intervalul de duritate necesar (180–230 HBW).
Se pot efectua teste de sarcină pentru a verifica capacitatea cadrului de a suporta sarcinile proiectate fără deformare excesivă.
Asamblare și testare funcțională:
Cadrul este asamblat de probă cu componente cheie, cum ar fi bucșa excentrică și arborele principal, pentru a asigura o potrivire și o aliniere corectă.
Testarea la vibrații se efectuează pentru a verifica dacă există vibrații excesive în timpul funcționării simulate.
Prin aceste procese riguroase de fabricație și control al calității, cadrul concasorului conic asigură stabilitatea, fiabilitatea și durata lungă de viață a întregului concasor, ceea ce îl face potrivit pentru aplicații de concasare grele în industria minieră, construcții și agregate.