Introducere detaliată a sitelor vibratoare din plasă de sârmă
1. Prezentare generală și funcție a sitelor vibratoare din plasă de sârmă
Sitele vibratoare din plasă de sârmă sunt o componentă critică a echipamentelor de sortare vibratoare, utilizate în principal pentru clasificarea, deshidratarea sau dezumflarea materialelor vrac (de exemplu, minereu, agregate, cărbune și pulberi industriale) în industria minieră, construcții, metalurgie și chimică. Funcția sa principală este de a separa materialele în fracțiuni de diferite dimensiuni ale particulelor, utilizând vibrația sitei: particulele mai mici decât deschiderile plasei trec prin ele, în timp ce particulele mai mari sunt reținute și evacuate.
Performanța plasei de sârmă afectează direct eficiența de cernere (de obicei 85–95%) și calitatea produsului. Aceasta trebuie să reziste la vibrații de înaltă frecvență (800–3000 rpm), impactul materialului și abraziunea, necesitând proprietăți precum rezistență ridicată la tracțiune, rezistență la uzură și stabilitate dimensională.
2. Compoziția și structura sitelor vibratoare din plasă de sârmă
Plasa de sârmă vibratoare este alcătuită din mai multe componente cheie, cu structuri care variază în funcție de aplicație (de exemplu, cernere grosieră, cernere fină):
2.1 Componente de bază
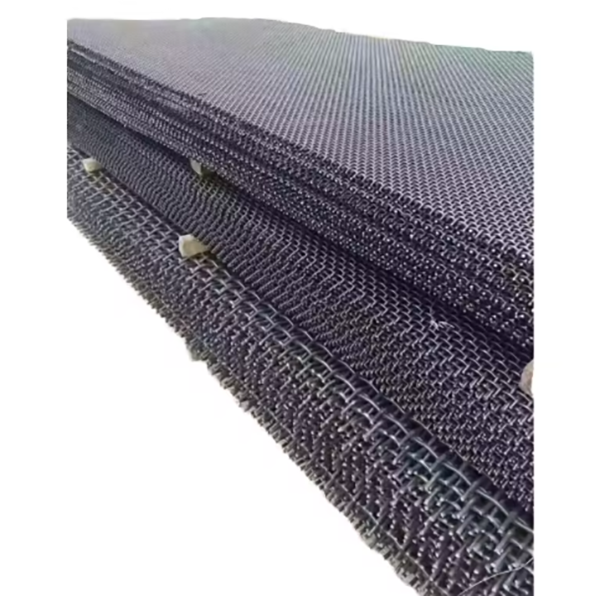
Fire de sârmăElementele constitutive de bază, împărțite în fire de urzeală (longitudinale, paralele cu fluxul de material) și fire de bătătură (transversale, perpendiculare pe fluxul de material). Acestea sunt fabricate din oțel cu conținut ridicat de carbon (Q235, 65Mn), oțel inoxidabil (304, 316) sau aliaje speciale (de exemplu, oțel cu conținut ridicat de crom pentru rezistență la uzură). Diametrele sârmelor variază de la 0,2 mm (screening fin) la 12 mm (screening grosier).
Deschiderea plaseiSpațiul dintre firele adiacente, care determină dimensiunea de separare. Deschiderile sunt pătrate, dreptunghiulare sau hexagonale, cu dimensiuni de la 0,1 mm (micro-ecranare) la 100 mm (ecranare grosieră). Deschiderile pătrate sunt cele mai comune pentru clasificarea uniformă.
2.2 Tipuri structurale
3. Procese de fabricație a sitelor vibratoare din plasă de sârmă
3.1 Fabricarea plasei de sârmă țesute
Trecerea sârmeiTijele de oțel brut sunt trase prin matrițe pentru a reduce diametrul și a crește rezistența la tracțiune. Pentru oțelul cu conținut ridicat de carbon, tragerea este urmată de recoacere (700–800°C) pentru a reduce fragilitatea. Toleranța diametrului sârmei este controlată cu o limită de ±0,02 mm.
3.2 Fabricarea plasei de sârmă sudată
Alinierea grileiFirele de urzeală și bătătură sunt aranjate într-un model de grilă folosind dispozitive de poziționare, asigurând toleranța dimensiunii deschiderii (±0,1 mm pentru plasă fină, ±0,5 mm pentru plasă grosieră).
Sudare prin rezistențăFiecare intersecție este sudată folosind electrozi, cu parametrii: tensiune 2–5 V, curent 10–50 kA și timp de sudare 0,01–0,1 secunde. Acest lucru formează îmbinări puternice, rigide, rezistente la vibrații.
3.3 Fabricarea plaselor perforate
Lovire cu pumnulGăurile sunt perforate folosind prese de perforat CNC, cu matrițe care se potrivesc cu forma/dimensiunea dorită a deschiderii. Forța de perforare variază între 100 și 500 kN, în funcție de grosimea plăcii și dimensiunea găurii.
4. Procese de prelucrare și finisare
LustruirePlasa din oțel inoxidabil este lustruită până la o rugozitate a suprafeței de Ra0,8–1,6 μm, reducând aderența materialului.
5. Procese de control al calității
Măsurarea dimensiunii deschiderii folosind șublere sau comparatoare optice, asigurând respectarea specificațiilor (de exemplu, deschidere de 10 mm cu toleranță de ±0,2 mm).
6. Procesul de instalare
Poziționarea plaseiPlasa de sârmă este așezată plat pe cadru, asigurând alinierea cu capetele de alimentare/evacuare. Pentru sitele mari, mai multe panouri de plasă sunt îmbinate cu margini suprapuse (50–100 mm) și fixate cu cleme.
Sitele vibratoare din plasă de sârmă, prin fabricație precisă, control strict al calității și instalare corespunzătoare, asigură o clasificare eficientă și fiabilă a materialelor, fiind indispensabile în liniile de procesare a materialelor vrac.