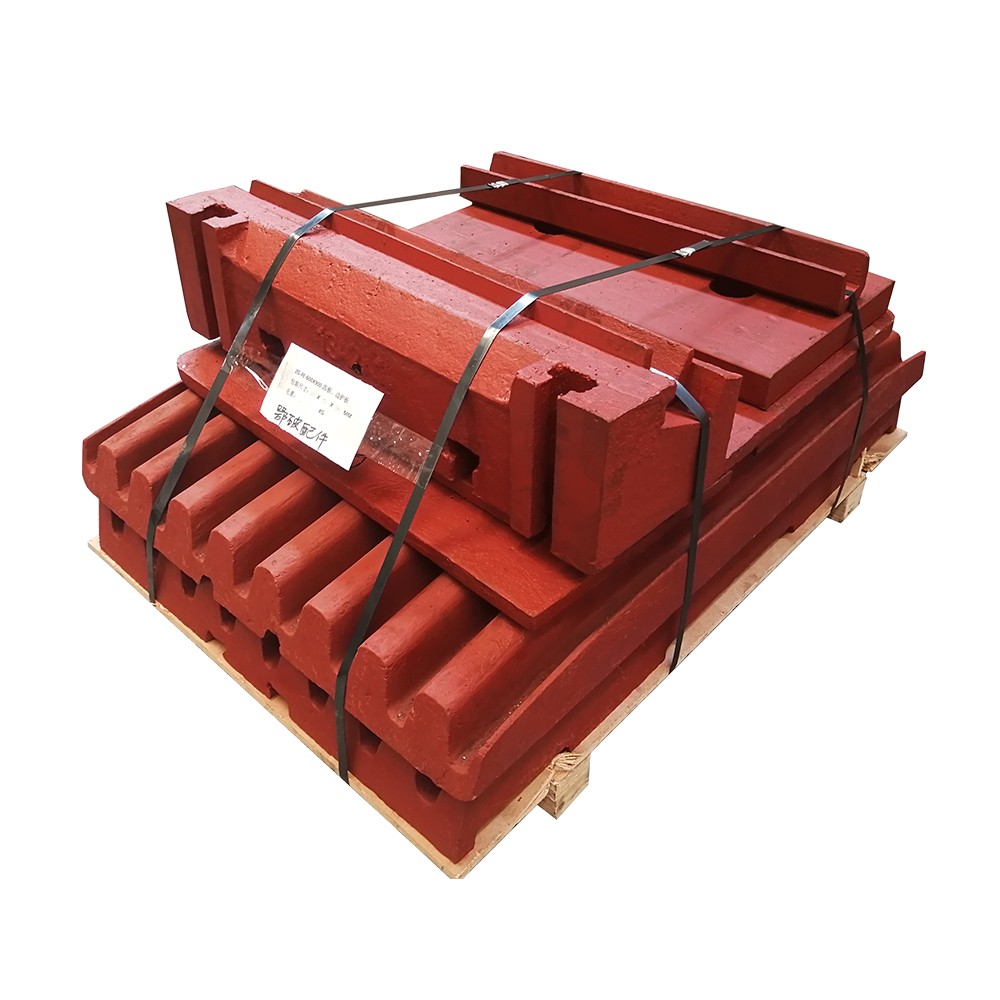
Placa fixă cu fălci este o componentă staționară rezistentă la uzură care formează o parte a camerei de concasare la concasoarele cu fălci. Montată opus plăcii pivotante cu fălci pe partea din față a cadrului, aceasta servește ca suprafață de lucru fixă pentru concasarea materialului. În timpul funcționării, placa fixă cu fălci rămâne staționară, în timp ce cooperează cu placa pivotantă cu fălci pentru a forma un spațiu de concasare care se deschide și se închide periodic, spargând materialele la dimensiunea dorită prin extrudare și despicare. Stabilitatea sa structurală și rezistența la uzură afectează direct eficiența concasării, uniformitatea dimensiunii produsului și costurile de funcționare ale echipamentelor.
Designul plăcii cu fălci fixe echilibrează rezistența la uzură, ușurința instalării și potrivirea cu cadrul. Principalele componente și caracteristici structurale sunt următoarele:
Corpul principal
O structură din placă groasă, cu o grosime de obicei 50–150 mm pentru concasoare mici până la medii și 200–300 mm pentru mașini mari. Este fabricată în principal din oțel cu conținut ridicat de mangan (ZGMn13) pentru condiții de impact ridicat, în timp ce fonta cu conținut ridicat de crom (Cr26–30) poate fi utilizată pentru scenarii cu impact redus. Suprafața frontală acționează ca element de concasare (工作面), iar suprafața din spate este fața de montare care se potrivește cadrului. Forma generală este fie "straightddhhh, fie "curved" (modelele curbate optimizează profilul camerei de concasare pentru a reduce blocarea materialului).
Suprafață de lucru dințată
Suprafața de contact cu materialul prezintă dinți aranjați regulat, de obicei triunghiulari sau trapezoidali, cu înălțimi de 8–30 mm (ajustate în funcție de duritatea materialului) și pași de 20–60 mm, și unghiuri la vârful dintelui de 60°–90°. Dinții sunt adesea aranjați simetric sau decadrați vertical. Designurile simetrice permit inversarea direcției după uzura unui capăt, prelungind durata de viață cu peste 50%. Modelul danturat îmbunătățește prinderea materialului pentru a preveni alunecarea și a îmbunătăți eficiența de concasare.
Structura de montare
Placa fixă a maxilarului este fixată pe cadru prin intermediul unor șuruburi sau blocuri cu pană, astfel încât suprafața din spate include:
Găuri pentru șuruburi/alezaje lateraleDistribuite uniform de-a lungul plăcii, cu diametre cu 1-2 mm mai mari decât șuruburile pentru a permite reglarea fină a poziției în timpul instalării.
Localizarea robinetelor/bosurilorSe potrivesc cu canelurile de pe cadru pentru a limita deplasarea laterală, asigurând precizia pozițională față de placa fălcii pivotante.
Fante pentru reducerea greutății (plăci mari)Fantele dreptunghiulare sau circulare în zonele neportante reduc greutatea fără a compromite rezistența structurală.
Întăriri de margine
Marginile superioare și inferioare sunt de obicei mai groase (cu 5-10 mm mai groase decât secțiunea din mijloc) pentru a spori rezistența la impact, prevenind ciobirea marginilor din cauza impacturilor laterale cu materialul. Unele plăci cu fălci fixe au o protecție pentru orificiul de descărcare în partea de jos pentru a ghida materialul zdrobit pentru o descărcare lină.
Placa cu maxilar fix rezistă la impacturi și frecare severe, necesitând procese de turnare care să asigure uniformitatea materialului și rezistența la impact. Procesul specific este următorul:
Pregătirea mucegaiului
Se utilizează turnarea în nisip cu rășină (plăci mici spre medii) sau turnarea în nisip cu silicat de sodiu (plăci mari). Modelele din lemn sau spumă sunt fabricate din desene 3D, replicând cu exactitate dinții, găurile șuruburilor și suprafețele de montare, cu o adaos de prelucrare de 5-8 mm (oțelul cu conținut ridicat de mangan are o rată de contracție de ~2%).
Zonele dințate utilizează miezuri de nisip divizat sau turnare integrală pentru a asigura precizia vârfurilor și rădăcinilor dintelui (abaterea înălțimii dintelui ≤ 0,5 mm). Matrițele suprafețelor de montare sunt finisate pentru a asigura o eroare de planeitate a turnării ≤ 2 mm/m.
Topire și turnare
Oțel cu punct de topire ridicat al manganului: Fonta brută și oțelul uzat cu conținut scăzut de fosfor (P ≤ 0,07%) și sulf (S ≤ 0,05%) sunt topite într-un cuptor cu frecvență intermediară la 1500–1550°C. Compoziția chimică este controlată (C: 1,0–1,4%, Mn: 11–14%, Si: 0,3–0,8%) pentru a asigura un raport Mn/C ≥ 10 (critic pentru structura austenitică).
Deoxidare: Pentru deoxidarea finală se adaugă ferosiliciu (0,5–1,0%) și blocuri de aluminiu (0,1–0,2%), reducând conținutul de oxigen la ≤ 0,005% pentru a preveni porozitatea.
Turnare: Se utilizează un sistem de turnare de jos, cu o temperatură de 1400–1450°C. Plăcile mari cu fălci fixe sunt turnate în 2–3 etape (la interval de 30–60 de secunde pentru a evita închiderile la rece), cu o durată de 3–10 minute, în funcție de greutate, asigurând umplerea completă.
Scuturare și recoacere în soluție
Turnarea este dezumflată după răcire la sub 200°C. Coloanele verticale sunt îndepărtate prin tăiere cu flacără, iar urmele de deschidere sunt șlefuite la nivel. Nisipul de suprafață și reziduurile sunt curățate.
Recoacere în soluție (etapa critică): Piesa turnată este încălzită lent la 1050–1100°C (viteză de încălzire ≤ 100°C/h pentru a preveni fisurarea) și menținută timp de 2–4 ore (asigurând dizolvarea completă a carburii în austenită). Apoi este răcită rapid cu apă (temperatura apei ≤ 30°C, viteza de răcire ≥ 50°C/s) pentru a forma o singură structură austenitică cu duritate ≤ 230 HBW și energie de impact ≥ 180 J (-40°C).
Prelucrarea asigură precizia suprafeței de lucru și potrivirea la montare, prevenind golurile neuniforme ale camerei de concasare din cauza abaterilor dimensionale. Procesul specific este următorul:
Prelucrare brută
Folosind suprafața de montare turnată ca referință, suprafața de lucru (excluzând dinții) este frezată brut pe o freză portală, lăsând o adaos de finisare de 2-3 mm. Eroarea de planitate este controlată ≤ 1 mm/m, iar paralelismul cu suprafața de montare ≤ 0,5 mm/m.
Găurile pentru șuruburi se găuresc pe o mașină de găurit conform specificațiilor desenului, cu o toleranță la diametru de ± 0,5 mm și o adâncime cu 2-3 mm mai mare decât lungimea șurubului pentru a asigura angrenarea completă a filetului.
Prelucrarea dinților
O freză de deformare dedicată este utilizată pe o freză CNC cu portal pentru prelucrarea dinților, asigurând o toleranță la înălțimea/pasul dintelui de ± 0,5 mm și o rugozitate a suprafeței Ra ≤ 6,3 μm. Pentru dinții simetrici, abaterea de simetrie ≤ 0,3 mm (pentru a permite inversarea).
Filetarea rădăcinii dintelui: Un freză cu rază taie rădăcinile (R = 2–5 mm) pentru a evita concentrarea stresului și fracturarea rădăcinii dintelui.
Finisarea suprafeței de montare
Suprafața de montare este frezată la o grosime de Ra ≤ 12,5 μm, o planeitate ≤ 0,5 mm/m și o perpendicularitate față de suprafața de lucru ≤ 0,1 mm/100 mm (verificată cu un comparator cu cadran).
Știfturile de fixare sunt frezate pentru a se potrivi cu cadrul, cu o toleranță la lățime ± 0,2 mm și o toleranță la adâncime ± 0,1 mm, asigurând un contact ≥ 85% cu cadrul (distanță ≤ 0,1 mm cu ajutorul calibrului).
Tratament de suprafață
Bavurile de prelucrare sunt îndepărtate. Suprafețele neutilizabile sunt sablate (Ra = 25–50 μm) pentru a spori frecarea cu cadrul. Opțional, pe suprafața de montare se aplică un adeziv rezistent la uzură (de exemplu, rășină epoxidică) pentru a îmbunătăți etanșarea.
Controlul performanței materialelor
Inspecția compoziției chimice: Un spectrometru cu citire directă analizează C, Mn etc., asigurând respectarea standardelor ZGMn13 (Mn: 11–14%, C: 1,0–1,4%).
Testarea proprietăților mecanice: Probele sunt supuse unui test de impact (energie de impact la temperatură joasă -40°C ≥ 120 J) și măsurării durității (≤ 230 HBW după recoacere în soluție).
Inspecție metalografică: Analiza microstructurii confirmă o singură fază austenitică (fără carburi reticulate, care reduc tenacitatea).
Controlul calității turnării
Inspecție vizuală a defectelor: Verificările vizuale 100% exclud fisurile, cavitățile de contracție sau erorile de rotire. Testarea cu particule magnetice (MT) pe dinți asigură absența fisurilor superficiale sau a închiderilor la rece.
Inspecția internă a calității: Testarea cu ultrasunete (UT) pe plăci mari previne porii sau incluziunile ≥ φ3 mm în zonele critice (rădăcinile dinților, găurile șuruburilor).
Controlul preciziei de prelucrare
Inspecția toleranțelor dimensionale: Conformitatea profilului dintelui este verificată cu ajutorul șabloanelor. O mașină de măsurat în coordonate verifică toleranța poziției găurii șurubului (± 0,2 mm).
Inspecția toleranței geometrice: O nivelă laser verifică planeitatea suprafeței de lucru. Un echer verifică perpendicularitatea dintre suprafețele de montare și cele de lucru.
Verificarea asamblării
Montare de probă: Placa fixă cu falcă este montată pe cadru pentru a verifica strângerea (preîncărcarea șuruburilor respectă specificațiile), fără a se slăbi atunci când este agitată manual.
Test de concasare: concasarea timp de 8 ore la sarcină nominală a materialelor standard (de exemplu, granit) verifică uzura dinților (≤ 0,5 mm), absența fisurilor/deformărilor și abaterea dimensiunii produsului ≤ 5%.
Prin aceste procese, placa cu fălci fixe își menține rezistența la uzură în condiții de impact puternic, cu o durată de viață de 4-8 luni (ajustată în funcție de duritatea materialului). Inspecțiile de rutină ale uzurii dinților și inversarea/înlocuirea la timp asigură o eficiență constantă a concasării.
1. Tipul plăcii dentare
Structura transversală a plăcii dințate a concasorului cu fălci are două tipuri: o suprafață netedă și o suprafață reticulată. Aceasta din urmă este împărțită într-o suprafață triunghiulară și una trapezoidală. Pentru a asigura dimensiunea și forma produsului, se utilizează de obicei plăci dințate triunghiulare sau trapezoidale.

2. Materialul plăcii dentare
Plăcile dințate utilizate în concasoarele cu fălci existente utilizează în general mangan 13ZGMn13, care se caracterizează prin întărirea suprafeței sub sarcină de impact. Manganul 13ZGMn13 poate forma o suprafață dură și rezistentă la uzură, menținând în același timp metalul original al stratului său interior. Datorită tenacității sale, este un tip de material rezistent la uzură utilizat în mod obișnuit în concasoare.
3. Plan de modificare a plăcii dentare
În timpul transformării, piesele de lucru ale concasorului sunt placa dințată fixă și placa dințată mobilă. Placa dințată mobilă este fixată pe falca mobilă, iar principalele piese de uzură sunt concentrate în principal în mijloc. În timpul transformării, placa dințată mobilă nu a fost modificată, în principal placa dințată fixă. După modificarea plăcii dințate fixe, deoarece placa dințată fixă este conectată la corpul cadrului, greutatea plăcii dințate fixe crește și nu există niciun efect negativ asupra funcționării întregului concasor.
4. Durata de viață a plăcii dentare
Placa dințată suportă o forță mare de impact și compresie, astfel încât se uzează foarte mult. Pentru a-i prelungi durata de viață, aceasta poate fi studiată din două aspecte: unul este de a găsi materiale cu rezistență ridicată la uzură; celălalt este de a determina în mod rezonabil designul structural și dimensiunile geometrice ale plăcii dințate.