Această lucrare detaliază cadrul superior al concasorului conic, o componentă structurală fundamentală situată în secțiunea superioară a concasorului, care susține ansambluri cheie precum conul fix, inelul de reglare și buncărul de alimentare. Funcțiile sale principale includ susținerea structurală (suportarea unor sarcini de până la sute de tone și transferul acestora), formarea camerei de concasare (cooperarea cu conul mobil), asigurarea alinierii componentelor și protejarea pieselor interne.
Cadrul superior, o piesă turnată cilindrică sau conică, de dimensiuni mari, goală la interior, este alcătuit din componente precum corpul cadrului (fabricat din oțel turnat de înaltă rezistență ZG310–570 sau fontă ductilă QT600–3), suprafața de montare conică fixă, ghidajul inelar de reglare, conexiunile cu flanșe (flanșe superioare și inferioare), nervurile de armare, orificiile de lubrifiere și inspecție și mantaua de răcire opțională, fiecare cu caracteristici structurale specifice.
Procesul de turnare a cadrului superior implică selecția materialelor, realizarea tiparelor (cu adaosuri de contracție și unghiuri de deformare), turnarea (folosind matrițe din nisip verde sau nisip ligat cu rășină), topirea și turnarea (cu temperaturi și debite controlate), răcirea și dezumflarea, precum și tratamentul termic (normalizare și revenire pentru oțelul turnat, recoacere pentru fonta ductilă). Procesul de prelucrare și fabricație include prelucrarea brută, tratamentul termic intermediar, prelucrarea de finisare (a flanșelor, conicității interne și ghidajului inelului de reglare) și tratamentul suprafeței.
Procesele de control al calității acoperă inspecția calității pieselor turnate (testarea cu ultrasunete și a particulelor magnetice), verificările preciziei dimensionale (folosind CMM și laser tracker), testarea materialelor (testarea compoziției chimice și a durității), testarea sarcinii și verificarea potrivirii ansamblului. Aceste procese asigură că cadrul superior are o integritate structurală și o precizie dimensională suficiente pentru a garanta funcționarea stabilă a concasorului conic în aplicații grele.
Introducere detaliată a componentei cadrului superior al concasorului conic
1. Funcția și rolul cadrului superior
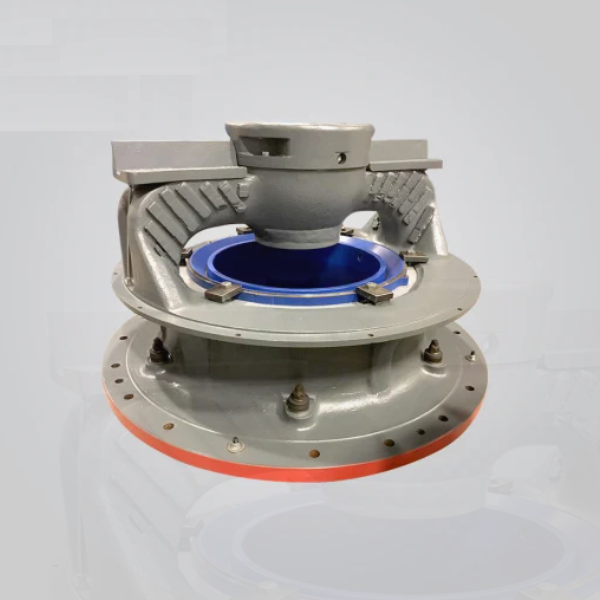
Cadrul superior al concasorului conic (cunoscut și sub numele de cadru superior sau carcasă superioară) este o componentă structurală fundamentală situată în secțiunea superioară a concasorului, servind drept suport principal pentru ansambluri cheie, cum ar fi conul fix, inelul de reglare și buncărul de alimentare. Funcțiile sale principale includ:
Suport structuralSusținerea greutății căptușelii conului fix, a inelului de reglare și a încărcăturii de material care intră (până la sute de tone), transferând aceste sarcini către cadrul inferior sau fundație.
Formarea camerei de concasareLucrând împreună cu conul mobil pentru a forma secțiunea superioară a camerei de concasare, definind spațiul inițial de intrare a materialului și ghidând minereul în zona de concasare.
Alinierea componentelorMenținerea poziționării precise a conului fix și a inelului de reglare față de conul mobil, asigurând un control stabil al spațiului de concasare și o producție uniformă a dimensiunii particulelor.
Protecţie: Închiderea componentelor interne (de exemplu, ansamblul excentric, angrenajele) pentru a le proteja de impacturi externe, praf și daune provocate de mediu.
Având în vedere rolul său în susținerea sarcinilor grele și stabilitatea structurală, cadrul superior trebuie să aibă o rigiditate ridicată, rezistență la impact și precizie dimensională.
2. Compoziția și structura cadrului superior
Rama superioară este o piesă turnată mare, goală la interior, cilindrică sau conică, cu caracteristici interne și externe complexe, constând din următoarele componente cheie:
Corpul cadruluiSecțiunea structurală principală, de obicei cu o formă cilindrică conică sau în trepte, realizată din oțel turnat de înaltă rezistență (de exemplu, ZG310–570) sau fontă ductilă (QT600–3) pentru concasoare de dimensiuni mari. Grosimea peretelui său variază de la 50 la 150 mm, cu secțiuni mai groase în zonele portante.
Suprafață de montare a conului fixO suprafață conică internă prelucrată cu precizie (unghi de conicitate 15°–30°) care se îmbină cu căptușeala conică fixă, prevăzută cu găuri pentru șuruburi sau caneluri în coadă de rândunică pentru o fixare sigură.
Ghidaj inel de reglareO suprafață externă cilindrică sau filetată care interacționează cu inelul de reglare, permițând reglarea rotativă a conului fix pentru a modifica spațiul de strivire. Ghidajele filetate utilizează filete trapezoidale (metrice sau în inch) pentru o mișcare lină și portantă.
Conexiuni cu flanșă:
Flanșă superioarăO flanșă periferică la capătul superior pentru fixarea buncărului de alimentare, cu găuri pentru șuruburi distanțate uniform (M20–M36) și o suprafață de etanșare prelucrată pentru a preveni scurgerile de material.
Flanșă inferioarăO flanșă inferioară care se conectează la cadrul sau baza inferioară, prevăzută cu șuruburi de înaltă rezistență (gradul 8.8 sau 10.9) și știfturi de fixare pentru aliniere, asigurând concentricitatea cu arborele principal.
nervuri de armareNervuri radiale interne și externe (grosime 10–30 mm) distribuite de-a lungul corpului cadrului pentru a spori rigiditatea, reducând deformarea sub sarcină (de obicei limitată la ≤0,5 mm sub sarcină maximă).
Orificii de lubrifiere și inspecțieGăuri perforate sau canale turnate pentru alimentarea cu lubrifiant către filetul inelului de reglare și orificii de acces pentru inspecția vizuală a componentelor interne.
Jachetă de răcire (opțională)O cavitate răcită cu apă în concasoarele mari pentru a disipa căldura din camera de concasare, cu orificii de intrare/ieșire conectate la sistemul de răcire.
3. Procesul de turnare pentru cadrul superior
Cadrul superior este fabricat aproape exclusiv prin turnare în nisip, datorită dimensiunilor mari și geometriei complexe, urmând următorii pași:
Selecția materialelor:
Oțelul turnat de înaltă rezistență (ZG310–570) este preferat pentru rezistența sa excelentă la tracțiune (≥570 MPa) și tenacitatea la impact (alungire ≥15%), potrivit pentru aplicații cu sarcini grele. Pentru cadrele de dimensiuni medii, se utilizează fonta ductilă (QT600–3) pentru o turnabilitate mai bună și un cost mai mic.
Crearea de modele:
Se creează un model la scară reală folosind spumă poliuretanică sau lemn, replicând forma exterioară a cadrului, conicitatea internă, flanșele și nervurile. Se adaugă toleranțe de contracție (1,5–2,5%) în funcție de material (mai mari pentru oțel), iar unghiurile de deformare (3°–5°) sunt incluse pentru o îndepărtare ușoară a matriței.
Modelul este întărit cu suporturi interne pentru a preveni deformarea în timpul turnării.
Turnare:
Se prepară o matriță de nisip verde din două părți (cu spirală și prindere) sau o matriță de nisip lipită cu rășină, cu miezuri mari de nisip folosite pentru a forma cavitatea internă și nervurile. Suprafața matriței este acoperită cu o soluție refractară (alumină-silice) pentru a îmbunătăți finisajul suprafeței și a preveni pătrunderea metalului în nisip.
Topire și turnare:
Pentru oțelul turnat: Aliajul este topit într-un cuptor cu arc electric la 1520–1560°C, cu compoziția chimică controlată la C 0,25–0,35%, Si 0,2–0,6% și Mn 0,8–1,2% pentru a echilibra rezistența și tenacitatea.
Turnarea se realizează folosind o oală mare de turnare cu mecanism de turnare prin partea inferioară, asigurând un debit constant (50–100 kg/s) pentru a umple cavitatea matriței fără turbulențe, care pot provoca porozitate sau închideri la rece. Temperatura de turnare este de 1480–1520°C pentru oțel, 1380–1420°C pentru fontă ductilă.
Răcire și agitare:
Piesa turnată este răcită în matriță timp de 72–120 de ore pentru a minimiza stresul termic, apoi îndepărtată prin vibrații. Reziduurile de nisip sunt curățate prin sablare (granulat de oțel G18) pentru a obține o rugozitate a suprafeței de Ra50–100 μm.
Tratament termic:
Cadrele din oțel turnat sunt supuse unui proces de normalizare (850–900°C, răcite cu aer) pentru a rafina structura granulară, urmat de revenire (600–650°C) pentru a reduce duritatea la 180–230 HBW, îmbunătățind prelucrabilitatea.
Cadrele din fontă ductilă sunt recoapte la 850–900°C (răcite în cuptor) pentru a elimina carburile și a reduce duritatea la 190–270 HBW.
4. Prelucrare și proces de fabricație
Prelucrare brută:
Cadrul turnat este montat pe o freză de găurit CNC de mari dimensiuni sau pe o freză cu portal pentru a prelucra fețele flanșei superioare și inferioare, diametrul exterior și suprafețele de referință, lăsând o adaos de finisare de 5-10 mm. Acest lucru asigură planeitatea (≤2 mm/m) pentru prelucrarea ulterioară.
Suprafața conică internă (montare conică fixă) este prelucrată prin strunjire brută folosind un strung CNC cu o axă de prelucrare a sculelor antrenate, asigurându-se că unghiul conicității este în limita a ±0,5° față de proiectare.
Tratament termic intermediar:
Recoacerea de detensionare la 600–650°C (răcire cu aer) se efectuează pentru a elimina tensiunile reziduale din prelucrarea brută, prevenind deformarea în timpul prelucrării de finisare.
Prelucrare de finisare:
FlanșeFlanșele superioare și inferioare sunt prelucrate mecanic pentru a obține planeitate (≤0,1 mm/m) și perpendicularitate față de axa cadrului (≤0,05 mm/100 mm) folosind o mașină de frezat CNC. Găurile pentru șuruburi sunt găurite și filetate la toleranță clasa 6H, cu o precizie de poziționare (±0,2 mm) față de centrul cadrului.
Conicitate internăSuprafața de montare a conului fix este prelucrată prin strunjire la o rugozitate a suprafeței de Ra3,2 μm, cu o toleranță la unghiul conic (±0,1°) și o toleranță la diametru (±0,2 mm) pentru a asigura o potrivire corectă cu conul fix.
Ghidaj inel de reglareSuprafețele filetate (dacă este cazul) sunt prelucrate cu precizie folosind o mașină de frezat filetat CNC, cu toleranță la pasul filetului (±0,05 mm) și precizie a profilului pentru a asigura o mișcare de ajustare lină.
Tratament de suprafață:
Suprafața exterioară este vopsită cu un grund epoxidic și un strat superior poliuretanic (grosime totală 100–150 μm) pentru a rezista la coroziune în medii exterioare sau umede.
Suprafețele de contact prelucrate mecanic (flanșe, conicitate internă) sunt acoperite cu ulei antirugină pentru a preveni oxidarea în timpul depozitării și transportului.
5. Procese de control al calității
Inspecția calității turnării:
Testarea cu ultrasunete (UT) se efectuează pe zone portante critice (flanșe, îmbinări cu nervuri) pentru a detecta defecte interne (de exemplu, porii de contracție >φ5 mm sunt respinși).
Testarea cu particule magnetice (MPT) verifică existența fisurilor superficiale în flanșe și regiuni filetate, orice defecte liniare de 1 mm rezultând în respingere.
Verificări ale preciziei dimensionale:
O mașină de măsurat în coordonate (CMM) cu un volum mare de măsurare verifică dimensiunile cheie: înălțimea totală (±1 mm), planeitatea flanșei, unghiul conicității și pozițiile găurilor șuruburilor.
Concentricitatea cadrului (diametrul exterior în raport cu conicitatea internă) se măsoară folosind un laser tracker, cu o toleranță ≤0,1 mm/m.
Testarea materialelor:
Analiza compoziției chimice (spectrometrie) confirmă respectarea standardelor materialelor (de exemplu, ZG310–570: C ≤0,37%, Mn ≤1,2%).
Testarea durității (Brinell) asigură faptul că cadrul îndeplinește specificațiile de duritate (180–230 HBW pentru oțel, 190–270 HBW pentru fontă ductilă).
Testarea încărcării:
Un test de sarcină statică se efectuează prin aplicarea a 120% din sarcina nominală pe flanșa superioară timp de 24 de ore, fără a fi permisă nicio deformare vizibilă (măsurată cu ajutorul comparatoarelor cu cadran).
Verificarea potrivirii ansamblului:
Cadrul este asamblat de probă împreună cu conul fix, inelul de reglare și pâlnia de alimentare pentru a verifica alinierea și potrivirea corectă, cu goluri între suprafețele de contact (≤0,1 mm) verificate cu ajutorul unor calibre.
Prin aceste procese riguroase de fabricație și control al calității, cadrul superior atinge integritatea structurală și precizia dimensională necesare pentru a susține componentele critice ale concasorului, asigurând o funcționare stabilă și eficientă în aplicații de concasare de mare tonaj.